1. Notiuni generale
Brosarea este o prelucrare prin aschiere la care se asigura productivitate maxima si precizie ridicata pentru forma si dimensiunile suprafetei prelucrate. Ea este folosita pentru prelucrarea finala a alezajelor strapunse, a canalelor cu forme diferite, a tuturor profilelor interioare sau exterioare, a danturii unor roti dintate. Prin brosare se obtin rugozitati Ra?0,2 ? 0,8 ?m si precizii dimensionale corespunzatoare claselor 5-7 de precizie ISO .
Dupa criteriul productivitatii prelucrarii prin aschiere, brosarea se situeaza pe primul loc in comparatie cu celelalte procedee de prelucrare. Astfel, la prelucrarea suprafetelor prin brosare se realizeaza o productivitate de 15?35 ori mai mare decit la rabotare sau mortezare, de 5?10 ori mai mare decit la frezare, iar la prelucrarea alezajelor de 10?25 ori mai mare decit la prelucrarea cu alezorul .
La prelucrarea prin brosare transformarea in aschii a adaosului de material se realizeaza la o singura trecere a sculei. Functie de lungimea suprafetei piesei, la aschiere participa simultan mai multi dinti de raboteza sau morteza, ceea ce face ca brosarea sa devina cel mai productiv procedeu de prelucrare prin aschiere .
Brosarea ca procedeu de prelucrare face parte din categoria metodelor de
generare cu generatoare materializata.
Suprafata Sp se obtine cu ajutorul unei generatoare ?, cu forme diferite, materializata prin muchiile aschietoare ale sculei, care executa o miscare principala rectilinie, circulara sau elicoidala de viteza v pe directia directoarei cinematice ? de forma rectilinie , circulara sau elicoidala.
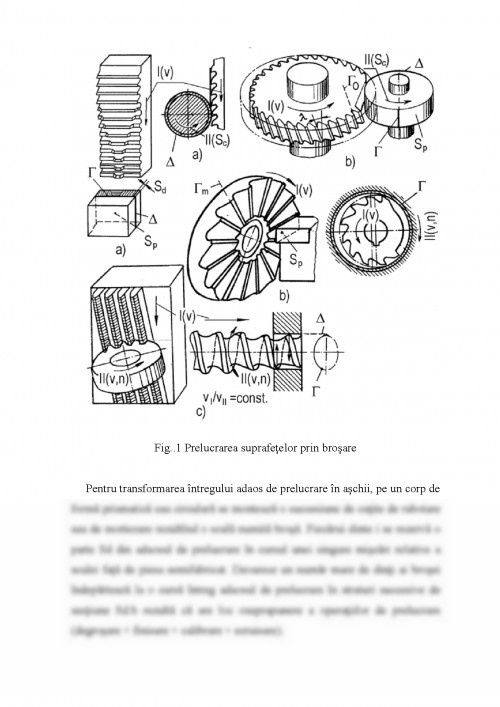
Fig..1 Prelucrarea suprafetelor prin brosare
Pentru transformarea intregului adaos de prelucrare in aschii, pe un corp de
forma prismatica sau circulara se monteaza o succesiune de cutite de rabotare sau de mortezare rezultind o scula numita brosa. Fiecarui dinte i se rezerva o parte Sd din adaosul de prelucrare in cursul unei singure miscari relative a sculei fata de piesa semifabricat. Deoarece un numar mare de dinti ai brosei indeparteaza la o cursa intreg adaosul de prelucrare in straturi succesive de sectiune Sd.b rezulta ca are loc osuprapunere a operatiilor de prelucrare (degrosare + finisare + calibrare + ecruisare).
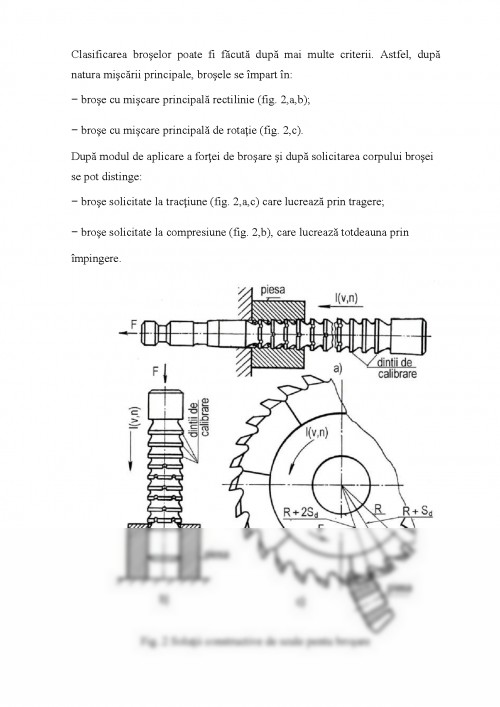
Clasificarea broselor poate fi facuta dupa mai multe criterii. Astfel, dupa natura miscarii principale, brosele se impart in:
- brose cu miscare principala rectilinie (fig. 2,a,b);
- brose cu miscare principala de rotatie (fig. 2,c).
Dupa modul de aplicare a fortei de brosare si dupa solicitarea corpului brosei
se pot distinge:
- brose solicitate la tractiune (fig. 2,a,c) care lucreaza prin tragere;
- brose solicitate la compresiune (fig. 2,b), care lucreaza totdeauna prin impingere.
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.