1. Clasificare si terminologie
Elaborarea materialelor metalice este un proces tehnologic complex in a carui desfasurare intervin o serie de factori, care favorizeaza mai mult sau mai putin prezenta discontinuitatilor in material. Aceste discontinuitati mai mici sau mai mari, in unele cazuri, intra in categoria defectelor admise iar in altele ele constituie defecte neadmise pentru instalatia careia i-a fost destinat materialul respectiv.
Dimensiunea unei instalatii se realizeaza, in principiu, printr-un calcul de rezistenta in care se introduc si valori ale caracteristicilor mecanice ale materialelor, valori stabilite prin incercari pe epruvete de forme si dimensiuni standardizate, sau chiar pe cateva piese dintr-un lot. Caracteristicile mecanice sunt reglementate prin standarde de produs, cataloage, prospecte ale furnizorului etc.
Este cunoscut faptul ca prezenta discontinuitatilor in materialele metalice influenteaza proprietatile mecanice ale acestora. Prezenta discontinuitatilor se datoreaza:
- procesului de elaborare a materialului (turnare),
- procesului de fabricatie a pieselor (forjare, laminare, sudura, tratament termic),
- functionarii, ca urmare a solicitarilor, la care este supus materialul (coroziune, fisurare etc.).
Aceste discontinuitati existente in mod inevitabil in material, sunt considerate defecte admise sau neadmise in functie de marimea acestora, numarul lor si locul unde se gasesc situate.
Examinarea vizuala a materialului pe diverse faze, evideantiaza discontinuitatile suprafetei exterioare, in cazul ca acestea au o anumita marime.
Pentru a pune in evidenta insa, discontinuitatile din interiorul materialului, acesta este supus (un numar de piese) prin sondaj la incercari distructive, rezultatul lor permitand tragerea unor concluzii cu privire la calitatea unui intreg lot de piese.
Discontinuitatile in structura materialelor metalice, din care sunt confectionate piesele, se pot pune in evidenta prin incercari nedistructive. Una din metodele de incercari nedistructive curent utilizate in practica este metoda ultrasonica. Utilizarea cu succes a metodelor ultrasonice in evidentierea discontinuitatilor in structurile metalice ale pieselor este conditionata de cunoasterea provenientei, a formei sau a orientarii probabile a discontinuitatilor, astfel incat in final sa se poata stabili cu exactitate prezenta sau absenta acestora.
Odata depistate, discontinuitatile, trebuie confruntate cu prevederile standardelor, normelor sau conditiilor tehnice contractuale, care stabilesc daca acestea sunt admisibile, inadmisibile sau remediabile.
2. Defectele pieselor turnate
Unul din procesele de elaborare a piselor este turnarea, proces in timpul caruia in structura materialului pot sa apara o serie de defecte.
Prin defect al unei piese turnate se intelege orice abatere de la forma, dimensiunile, masa, aspectul exterior, macrostructura, microstructura, sau proprietatile mecanice si chimice ale piesei, prescrise de standardele, normele, sau conditiile tehnice contractuale.
Defectele pieselor turnate sunt clasificate pe grupe si categorii in STAS 782-64.
Redam in tabelul 1, clasificarea pieselor turnate pe grupe si categorii.
Insistam in cele ce urmeaza asupra caracteristicilor acelor discontinuitati (defecte), existente in interiorul pieselor turnate si care pot fi evidentiate prin metode ultrasonice.
Tabelul 1
Grupa de defecte Categorii de defecte
Denumirea defectului Simbolul Denumirea defectului
1 Forme, dimensiuni si mase
necorespunzatoare DT 11
DT 12
DT 13
DT 14
DT 15
DT 16
DT 17
DT 18 Umplere incompleta
Dezaxare
Bavura
Umflatura
Deformare
Deteriorare mecanica (stirbire)
Dimensiune necorespunzatoare
Masa necorespunzatoare
2 Defecte de suprafata DT 21
DT 22
DT 23
DT 24
DT 25
DT 26
DT 27
DT 28
DT 291
DT 292
DT 293
DT 294 Aderenta
Repriza
Crusta
Excrescenta
Creasta
Picatura
Arsura
Adancitura, urma de lovire, deteriorare
Carie
Rugozitate necorespunzatoare
Cuta
Fagure
3 Crapaturi DT 31
DT 32 Crapatura la cald
Crapatura la rece
4 Goluri DT 41
DT 42
DT 43
DT 44
DT 45
DT 46 Suflura
Sita (sufluri aciculare)
Retasura
Microretasura
Porozitate de contractie
Microsulfura (porozitate gazoasa)
5 Incluziuni DT 51
DT 52
DT 53
DT 54
DT 55 Incluziune de zgura
Incluziune de amestec de formare
Incluziune nemetalica
Picatura rece
Incluziune metalica
6 Defecte de structura DT 61
DT 62
DT 63
DT 64
DT 65
DT 66 Licuatie
Necorespondenta marimii grauntelui
Zona dura
Segregatie
Necorespondenta structurii
Strat decarburat
7 Compozitie chimica, caracteristici mecanice si fizice necorespunzatoare DT 71
DT 72
DT 73 Neconcordanta compozitiei chimice
Neconcordanta caracteristicilor mecanice
Neconcordanta proprietatilor fizice
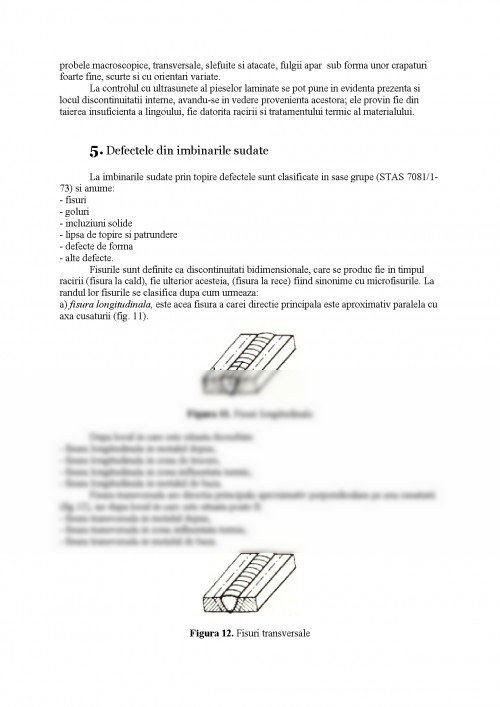
Crapatura la cald cu o forma neregulata, cu margini zdrentuite si suprafata oxidata este un defect care apare la temperaturi mari, sau in timpul tratamentului termic, reprezentandu-se schematic ca in figura 1.
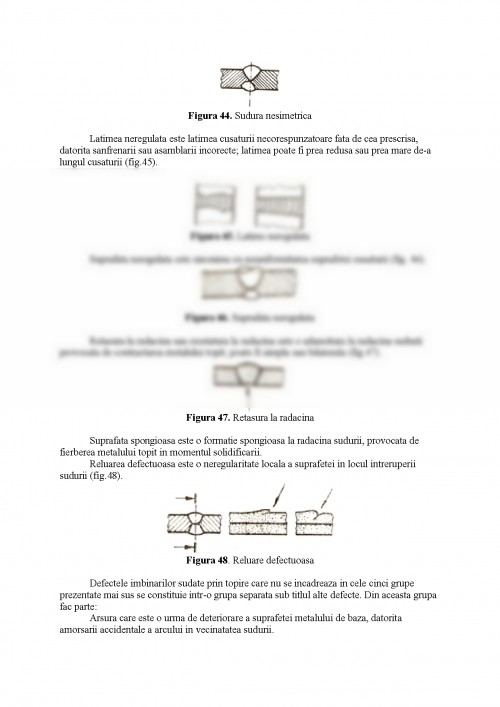
Figura 1. Crapatura la cald
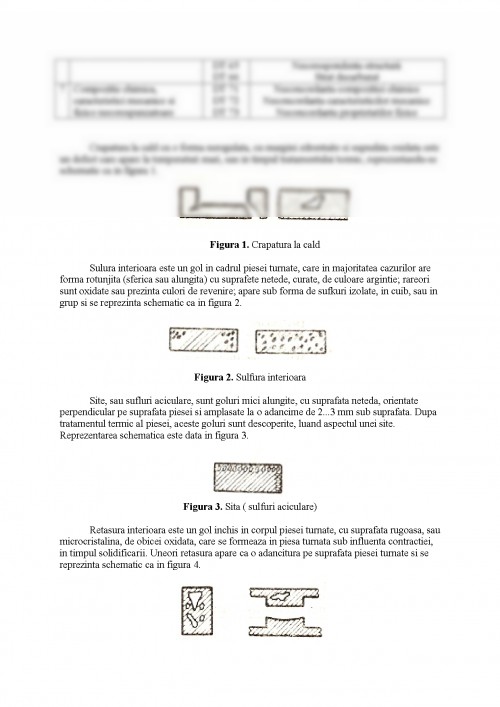
Sulura interioara este un gol in cadrul piesei turnate, care in majoritatea cazurilor are forma rotunjita (sferica sau alungita) cu suprafete netede, curate, de culoare argintie; rareori sunt oxidate sau prezinta culori de revenire; apare sub forma de sufkuri izolate, in cuib, sau in grup si se reprezinta schematic ca in figura 2.
Figura 2. Sulfura interioara
Site, sau sufluri aciculare, sunt goluri mici alungite, cu suprafata neteda, orientate perpendicular pe suprafata piesei si amplasate la o adancime de 2...3 mm sub suprafata. Dupa tratamentul termic al piesei, aceste goluri sunt descoperite, luand aspectul unei site. Reprezentarea schematica este data in figura 3.
Figura 3. Sita ( sulfuri aciculare)
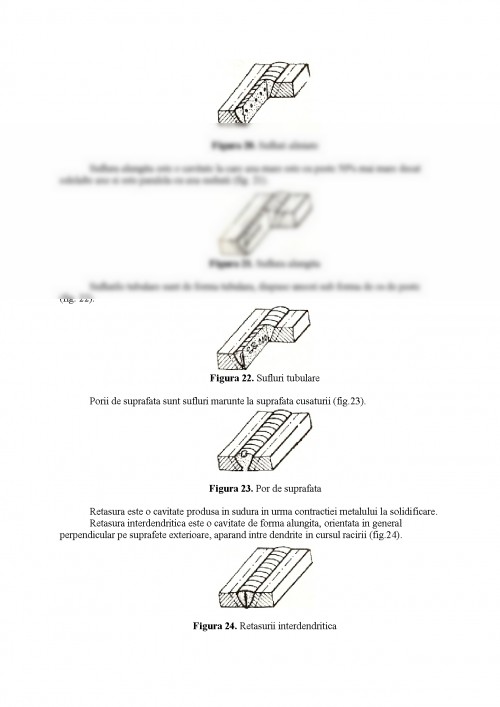
Retasura interioara este un gol inchis in corpul piesei turnate, cu suprafata rugoasa, sau microcristalina, de obicei oxidata, care se formeaza in piesa turnata sub influenta contractiei, in timpul solidificarii. Uneori retasura apare ca o adancitura pe suprafata piesei turnate si se reprezinta schematic ca in figura 4.
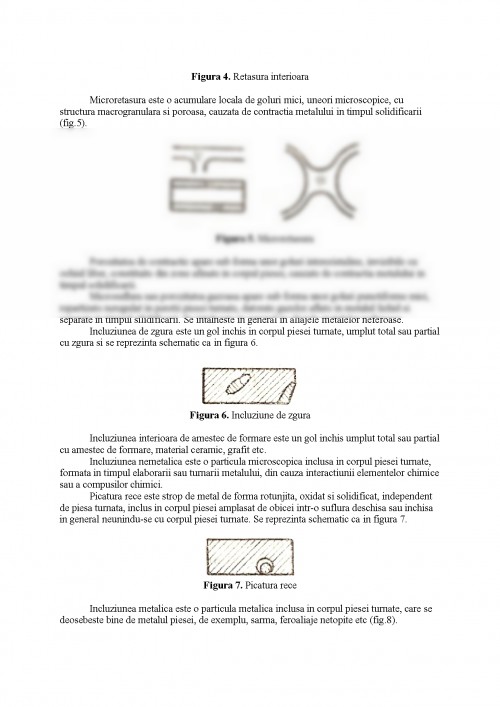
Figura 4. Retasura interioara
Microretasura este o acumulare locala de goluri mici, uneori microscopice, cu structura macrogranulara si poroasa, cauzata de contractia metalului in timpul solidificarii (fig.5).
Figura 5. Microretasura
Porozitatea de contractie apare sub forma unor goluri intercristaline, invizibile cu ochiul liber, constituite din zone afinate in corpul piesei, cauzate de contractia metalului in timpul solidificarii.
Microsuflura sau porozitatea gazoasa apare sub forma unor goluri punctiforme mici, repartizate neregulat in peretii piesei turnate, datorate gazelor aflate in metalul lichid si separate in timpul silidificarii. Se intalneste in general in aliajele metalelor neferoase.
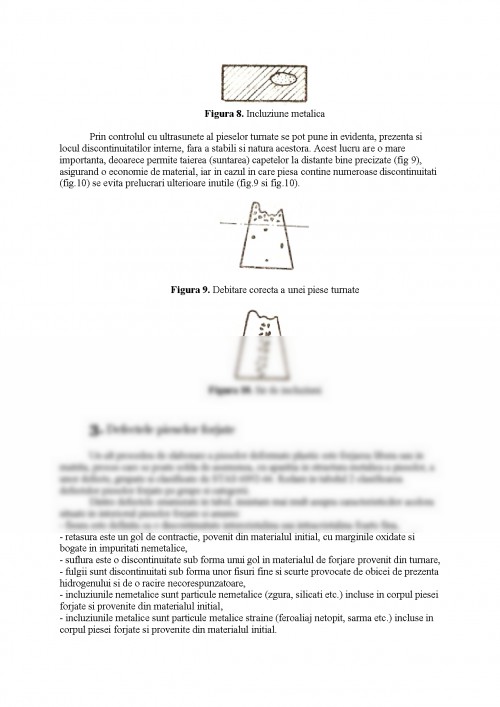
Incluziunea de zgura este un gol inchis in corpul piesei turnate, umplut total sau partial cu zgura si se reprezinta schematic ca in figura 6.
Defectele materialelor metalice
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.