
1.1 Obtinerea piesei semifabricat printr-un procedeu tehnologic de turnare
Turnarea este procedeul tehnologic de realizare a pieselor prin introducerea unui material metalic in stare lichida intr-o cavitate special executata. Prin solidificarea topiturii rezulta piesa tunata care reproduce configuratia si dimensiunile cavitatii.
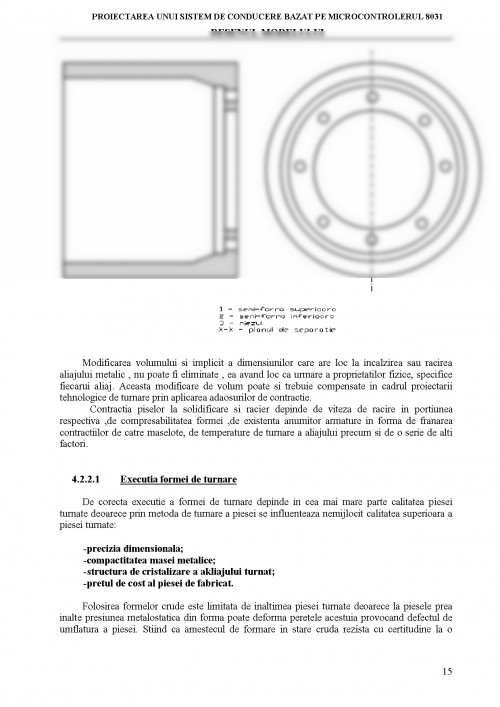
Forma de turnare reprezinta un ansamblu compus de obicei din doua parti (semi-forme), care contine o cavitate avand configuratia si dimensiunile foarte apropiate de cele ale piesei care se vrea obtinuta.
Forma temporara reprezinta forma de turnare ce se executa din amestec de formare obisnuit(nisip si argila) sau special (nisip si liant special) si care este folosita la o singura turnare, distrugandu-se pentru extragerea piesei turnate.
Forma semipermanenta este forma de turnare ce se executa din ciment, ipsos, samota, si care este folosita la cateva turnari dupa usoare reparatii intermediare.
Forma permanenta reprezinta forma de turnare metalica din fonta, otel sau aliaje neferoase sau diferite rasini, folosita la un numar foarte mare de turnari(sute,mii,zeci de mii) fara a necesita reparatii intermediare.
Suprafata de separatie-suprafata, de obicei, plana, care separa semiformele.
Formarea-operatia tehnologica manuala sau mecanizata ce consta in realizarea formei de turnare.
Amestecul de formare este materialul granular folosit la materializarea formelor temporare, fiind compus din nisip cuartos, argila si apa- In cazul amestecului de formare obisnuit.
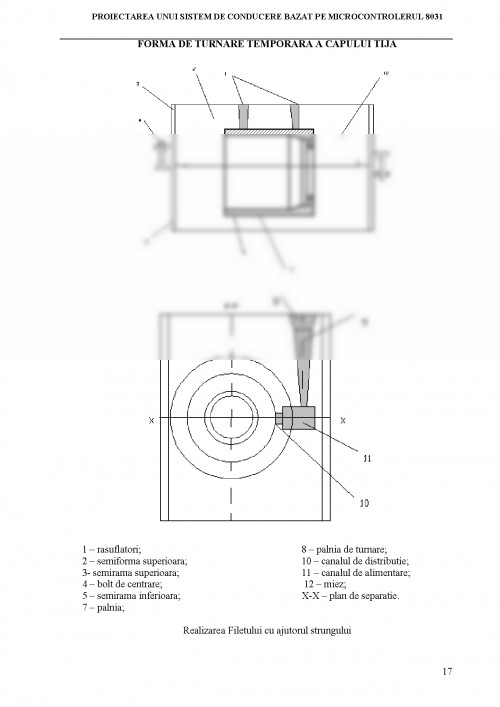
Reteaua de turnare este ansamblul de canale prin care materialul topit patrunde in cavitatea de turnare.Pentru formarea retelei de turnare se utilizeaza modele corespunzatoare.
Rasuflatorile denumesc ansamblul de canale special executate in forma ed turnare prin care se asigura eliminarea aerului si a gazelor rezultate la turnare .
Modelul este elementul folosit la formare, avand configuratie si dimensiuni apropiate de cele ale piesei turnate.El se executa din una,doua,(semimodele) sau mai multe parti,in functie de configuratia geometrica a piesei.
Miezul este o parte distincta a formei de turnare, cu ajutorul caruia se obtine configuratia interioara a pieselor turnate.
Turnabilitatea este o marime relativa, apreciata comparativ, pe tipuri de materiale.Se exprima prin calificative:foarte buna, buna, satisfacatoare, slaba, necorespunzatoare.Proprietatile fizice care influienteaza turnabilitatea sunt: fuzibilitatea,fluiditatea, tensiunea superficiala, contractia la solidificare etc.
Fuzibilitatea este proprietatea metalelor si aliajelor de a trece in stare topita printr-un aport minim de caldura din exterior.Cantitativ, fuzibilitatea este exprimata prin temperatura de topire, specificata fiecarui material in parte.Din acest punct de vedere se deosebesc materiale greu fuzibile(Ttop>1000?C) ca W,V,Ti,Co si usor fuzibile(Ttop<1000 C) ca Al,Pb,Sn.
Tensiunea superficiala este forta care se manifesta tangential la suprafata lichidelor datorandu-se interactiunii dintre atomii de la suprafata lichidului si cei din interiorul lui.
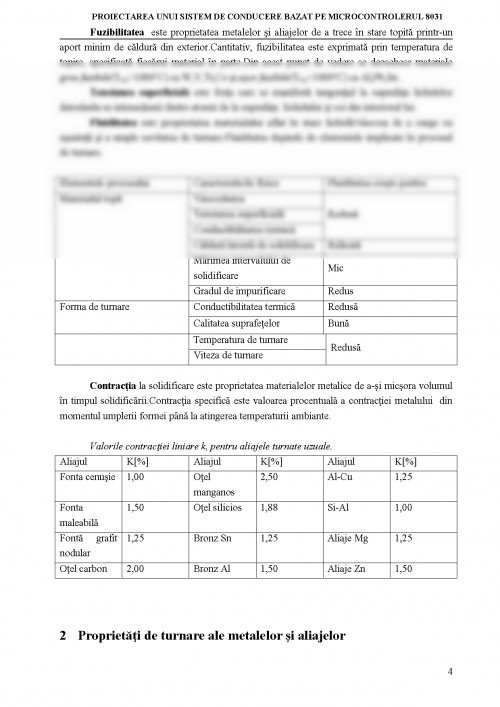
Fluiditatea este proprietatea materialului aflat in stare lichida/vascoza de a curge cu usurinta si a umple cavitatea de turnare.Fluiditatea depinde de elementele implicate in procesul de turnare.
Elementele procesului Caracteristicile fizice Fluiditatea creste pentru:
Materialul topit Vascozitatea Redusa
Tensiunea superficiala
Conductibilitatea termica
Caldura latenta de solidificare Ridicata
Marimea intervalului de solidificare Mic
Gradul de impurificare Redus
Forma de turnare Conductibilitatea termica Redusa
Calitatea suprafetelor Buna
Temperatura de turnare Redusa
Viteza de turnare
Contractia la solidificare este proprietatea materialelor metalice de a-si micsora volumul in timpul solidificarii.Contractia specifica este valoarea procentuala a contractiei metalului din momentul umplerii formei pana la atingerea temperaturii ambiante.
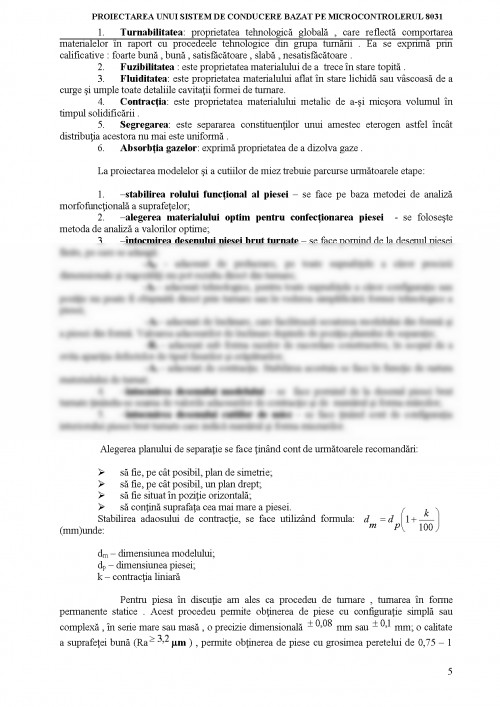
Valorile contractiei liniare k, pentru aliajele turnate uzuale.
Aliajul K[%] Aliajul K[%] Aliajul K[%]
Fonta cenusie 1,00 Otel manganos 2,50 Al-Cu 1,25
Fonta maleabila 1,50 Otel silicios 1,88 Si-Al 1,00
Fonta grafit nodular 1,25 Bronz Sn 1,25 Aliaje Mg 1,25
Otel carbon 2,00 Bronz Al 1,50 Aliaje Zn 1,50
2 Proprietati de turnare ale metalelor si aliajelor
1. Turnabilitatea: proprietatea tehnologica globala , care reflecta comportarea materialelor in raport cu procedeele tehnologice din grupa turnarii . Ea se exprima prin calificative : foarte buna , buna , satisfacatoare , slaba , nesatisfacatoare .
2. Fuzibilitatea : este proprietatea materialului de a trece in stare topita .
3. Fluiditatea: este proprietatea materialului aflat in stare lichida sau vascoasa de a curge si umple toate detaliile cavitatii formei de turnare.
4. Contractia: este proprietatea materialului metalic de a-si micsora volumul in timpul solidificarii .
5. Segregarea: este separarea constituentilor unui amestec eterogen astfel incat distributia acestora nu mai este uniforma .
6. Absorbtia gazelor: exprima proprietatea de a dizolva gaze .
La proiectarea modelelor si a cutiilor de miez trebuie parcurse urmatoarele etape:
1. -stabilirea rolului functional al piesei - se face pe baza metodei de analiza morfofunctionala a suprafetelor;
2. -alegerea materialului optim pentru confectionarea piesei - se foloseste metoda de analiza a valorilor optime;
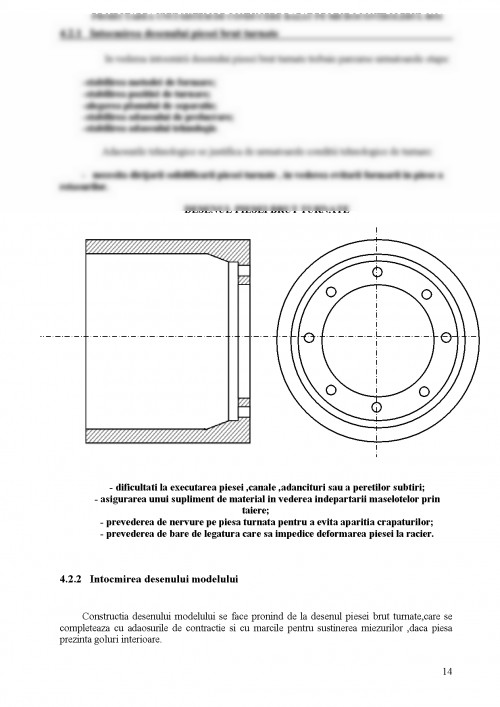
3. -intocmirea desenului piesei brut turnate - se face pornind de la desenul piesei finite, pe care se adauga:
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.