

1.Analiza piesei
Piesa ax este realizata dintr-un otel aliat 40C10 de duritate 217HB. Aceste oteluri se folosesc sub forma de produse ca : semifabricate, bare forjate si laminate finite folosite in stare tratata termic.
Piesa este supusa unui tratament termic de imbunatatire. Ea a fost dimensionata pentru a putea servi la transmiterea miscarii la presele cu piuluta rotitoare.
Suprsafta functionla a pesei este filetul trapezoidal Tr 24X5 care transmite miscarea data de piulita rotitoare pentru ca piesa sa execute miscarea de translatie aducindu-se astfel exul in contact cu semifabricatul de prelucrat. Filetul piesei este protejat la imbunatatire.
Cursa axului este data de lungumea de 103mm care este alcatuita din lungimea filetului trapezoidal precum si din lungimea diametrului de 18mm.
Acest diametru a fost prelucrat cu un tarod M6 pentru a putea obtine un filet interior care servrste la asamblarea unui limitator de cursa
Caracteristica acestor prese este miscarea de translatie axul fiind imppiedicat sa se roteasca datorita fixarii lui cu o pana paralela. Pana paralela este fixata intrun capac prins cu suruburi care impidica balansul arborelui servind totodata si ca element de ghidare.
Datorita necesitatii fixarii precise a axului in capac suprafata pe care se executa canalul de pana a fost supusa mai multor operatii: strunjire degrosare, strunjire finisare, rectificare degrosare, rectificare finisare pentru a se putea obtine o rugozoitate cit mai mica.
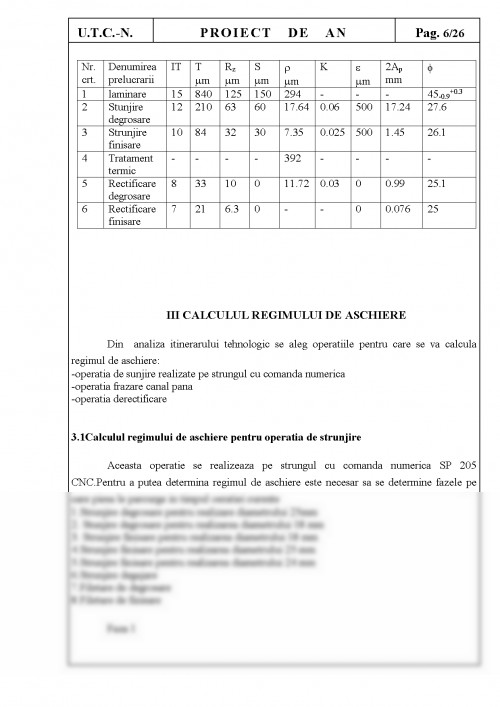
II. CALCULUL ADAUSULUI DE PRELUCRARE
1.Calculul adaosului de prelucrare pentru diametrul 40mm
Pentru a se determina adaosul de prelucrare a acestei suprafete , este necesar a se preciza prelucrarile la care a fost supusa suprafata Din itinerarul tehnologic rezulta ca suprafata in cauza a fost supusa urmatoarelor prelucrari: strunjire degrosare, strunjire finisare.Piesa este obtinuta dintr-un semifabricat laminat, materialul semifabricatului fiind 40Cr10.
Se determina mai intii curbarea specifica semifabricatului laminat
- -curbarea sprcifica in functie de lungimea semifabricatului
- lc-lungimea pe care are loc curbare
Se va calcula adaosul de prelucrare pornind in sens invers ordinii operatiilor
3.Strunjire de finisare IT10( operatia precedenta strunjire de degrosare IT12)
Se determina mai intii curbarea specifica pentru strunjirea de degrosare ,cu ajutorul curbarii specifice a prelucrarii anterioare corectata cu un coeficient K
Adaoslul minim pe diametru este dat de formula:
Rzp=63
Sp=60
Adaosul de prelucrare nominal se va calcula cu formula:
Tp=250
Diametrul maxim inainte de srunjirea de finisare:
dcmax=40 mm ;
dpmax se rotunjeste la dpmax=41 mm
Diametrul mimim inainte de strunjirea se finisare:
dpmin=dpmax-Tp
Tp=0.25mm dpmin=41-0.25=40.75
Strunjirea de degrosare se exexcuta la diametul 410-0.25
2.Strunjire de degrosare IT12( operatia precedenta laminare IT15)
Adaosul minim pe diametru este dat de formula:
Rzp=160
Sp=250
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.