
deteriorarea formei, modelul trebuie sectionat dupa una sau mai multe suprafete de separatie functie de configuratia acestuia.
Aceste suprafete pot fi plane drepte, curbe, frante sau oarecare. (fig.1.1.)
Fig. 1.1. Posibilitati de sectionare a modelelor si a formelor
In general, la alegerea suprafetei de separatie pot sa apara mi multe solutii care depind de simetria piesei turnate, de prezenta suprafetele care trebuiesc prelucrate mecanic prin aschiere, de pozitia de formare si d turnare a piesei etc. Dintre solutiile posibile trebuie aleasa aceea care asigura:
-extragerea cea mai usoara a modelului din amestecul de formari
indesat;
-obtinerea formei cu cat mai putine miezuri;
-montarea usoara si sigura a miezurilor in forma;
-amplasarea suprafetelor ce urmeaza a fi prelucrate mecanic in partea de jos sau in partile laterale ale formei;
-simplificarea procesului tehnologic de formare prin micsorarea
numarului de operatii pentru executarea formei si a miezurilor.
Corespunzator se va reduce manopera si consumul de materiale.
De aici rezulta ca odata cu proiectarea modelului se proiecteaza intregul proces tehnologic de formare si turnare, alegandu-se solutia care asigura obtinerea unei piese corespunzatoare tuturor cerintelor tehnice si economice.
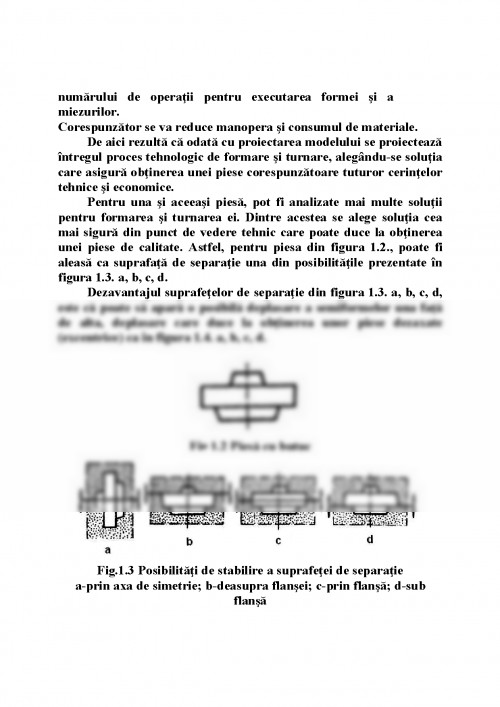
Pentru una si aceeasi piesa, pot fi analizate mai multe solutii pentru formarea si turnarea ei. Dintre acestea se alege solutia cea mai sigura din punct de vedere tehnic care poate duce la obtinerea unei piese de calitate. Astfel, pentru piesa din figura 1.2., poate fi aleasa ca suprafata de separatie una din posibilitatile prezentate in figura 1.3. a, b, c, d.
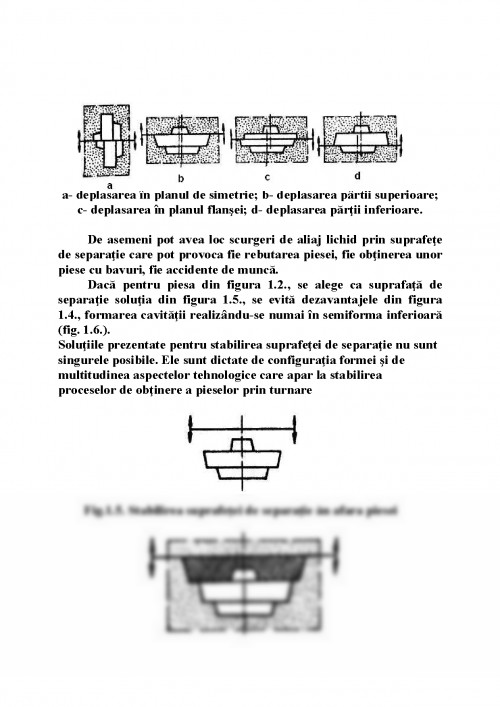
Dezavantajul suprafetelor de separatie din figura 1.3. a, b, c, d, este ca poate sa apara o posibila deplasare a semiformelor una fata de alta, deplasare care duce la obtinerea unor piese dezaxate (excentrice) ca in figura 1.4. a, b, c, d.
Fig 1.2 Piesa cu butuc
Fig.1.3 Posibilitati de stabilire a suprafetei de separatie
a-prin axa de simetrie; b-deasupra flansei; c-prin flansa; d-sub flansa
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.