In societatea contemporana, una din conditiile de baza pentru ca o societate comerciala sa aiba succes pe piata este iesirea cat mai rapida pe piata cu noile produse socotindu-se timpul din momentul in care s-a sesizat cautarea pe piata a respectivelor produse.Acest interval de timp depinde insa de duratele proiectarii constructive , pregatirii tehnologice a fabricatiei (aici intra conceptia tehnologica cu proiectarea proceselor tehnologice si realizarea fizica a acestora) si fabricatia propriu-zisa.Trebuie mentionat faptul ca intr-un process de conceptie, exprimarea grafica a solutiilor ocupa o pondere foarte mare ca timp.Prin urmare, pentru a avea succes pe piata este absolut necesar ca toti acesti timpi sa fie pe cat posibil micsorati.Micsorarea acestor timpi este o cerinta a stadiului actual de dezvoltare,cerinta care reclama implicit si necesitatea flexibilizarii activitatilor tehnice. Ca o confirmare a acestei idei,astazi,in scopul reducerii semnificative a tuturor acestor timpi se au in vedere noi concepte in inginerie:Ingineria Simultana, Sisteme CAD/CAM/CIM, Sisteme Expert, Sisteme flexibile de fabricatie, Rapid Prototyping,etc.
Astfel,din motive ce tin de necesitatea cresterii eficientei activitatilor implicate in ingineria produselor se impune desfasurarea simultana a unor activitati care tintesc un acelasi rezultat:realizarea unor produse de inalta calitate la un pret convenabil pentru clienti si care sa satisfaca pe deplin si la timp pretentiile acestora. Aceasta este esenta unei strategii care trebuie aplicata astazi numita inginerie simultana iar cuvantul cheie al acesteia este lucrul in echipa si anume echipa interdisciplinara Mai exact este vorba de abordarea simultana,din mai multe directii a realizarii unui produs, in scopul asigurarii succesului pe piata.Simultaneitatea avuta in vedere ,in cadrul acestui concept,vizeaza in primul rand palierul proiectarii, palier in care este gandita si fabricatia.
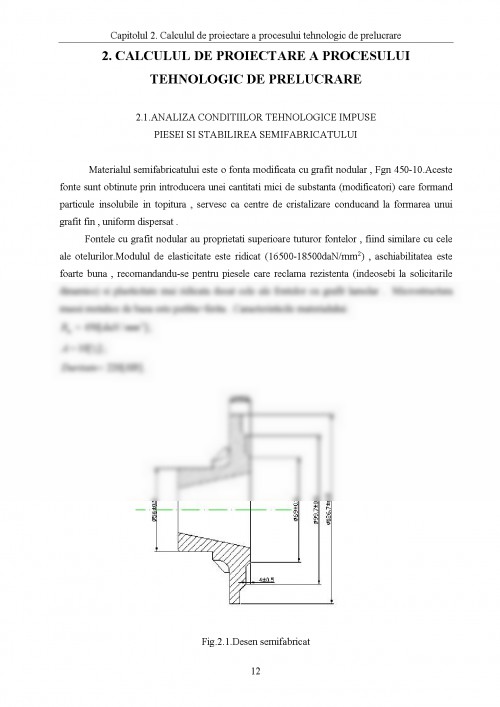
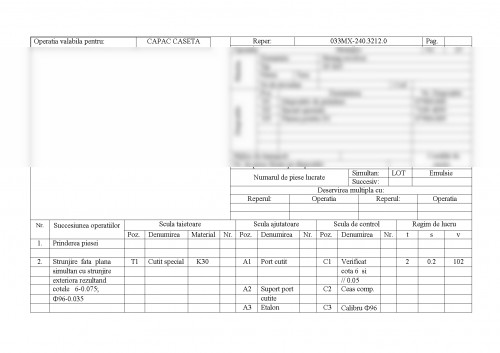
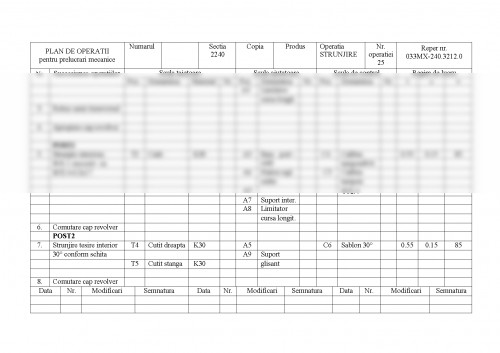
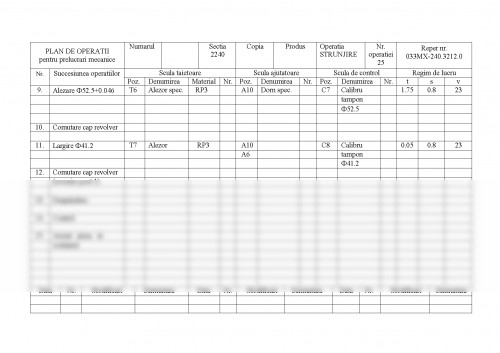
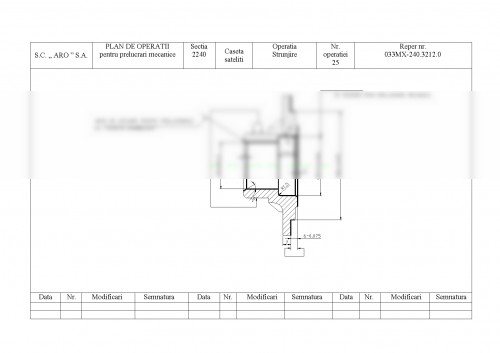
In aceasta lucrare imi propun prezentarea unei variante optime de proces tehnologic la reperul ,,Capac caseta" reper produs de ARO S.A. Una din tendintele majore ale industriei constructoare de masini si utilaje consta in proiectarea si dimensionarea rationala a pieselor si semifabricatelor , corespunzatoare cerintelor constructiv-functionale, precum si in proiectarea concreta a procesului tehnologic da prelucrare a pieselor.In acest mod devine posibil obtinerea unei economii de energie, manopera si metal precum si planificarea eficienta a consumurilor si aprovizionarea in timp util cu materiale si semifabricate, ceea ce are implicatii serioase in asigurarea ritmicitatii fabricatiei si in micsorarea costului fabricatiei.
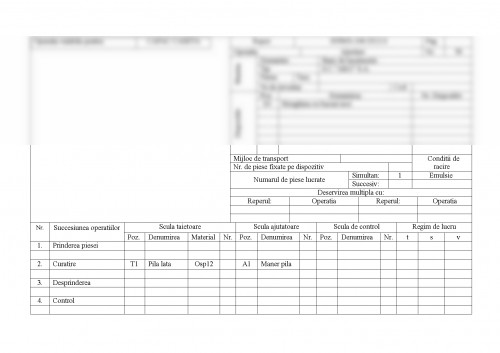
Planul de operatii pentru acest reper, in momentul de fata are urmatoarea componenta:
Tabelul 1.1.Planul de operatii existent in acest moment la uzina ARO S.A.
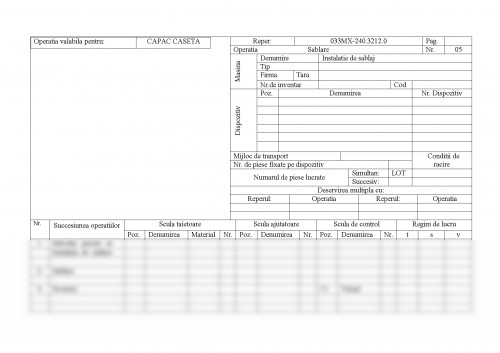
Nr. Operatia Masina
05 Sablare Instalatie de sablaj
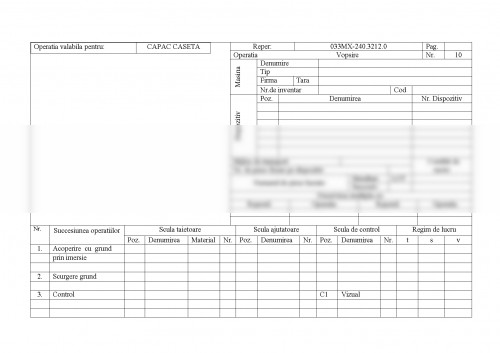
10 Vopsire
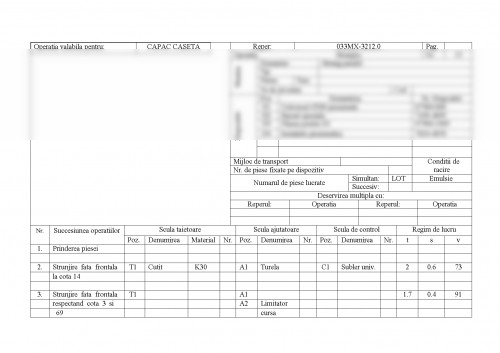
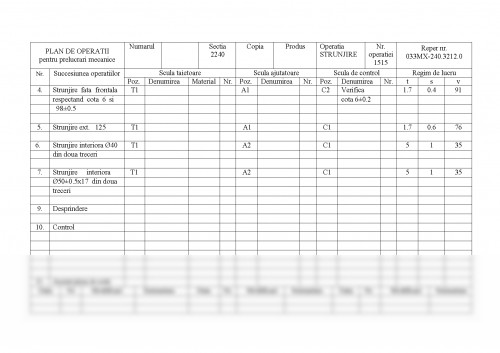
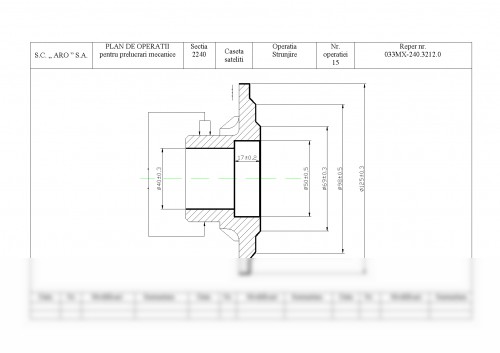
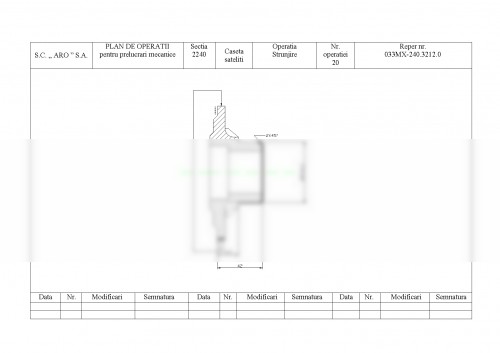
15 Strunjire Strung paralel
20 Strunjire Strung paralel
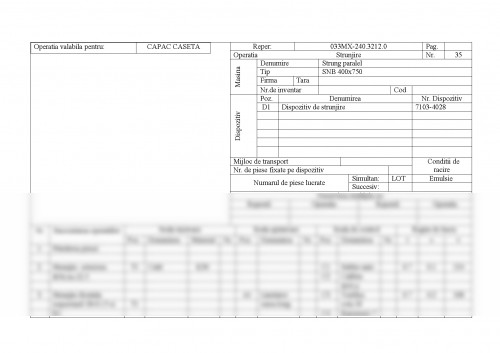
25 Strunjire Strung paralel
30 Strunjire Strung revolver
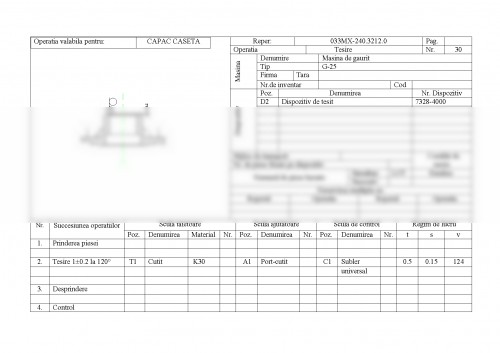
35 Tesire Masina de gaurit
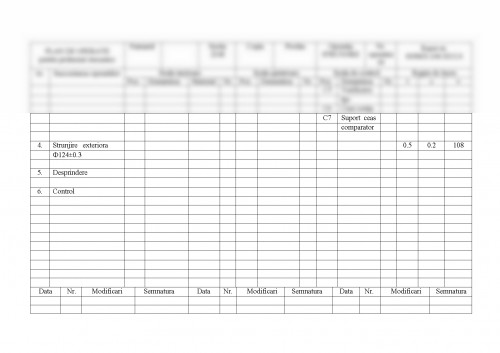
40 Strunjire Strung paralel
45 Burghiere Masina de gaurit
50 Tesire Masina de gaurit
55 Tesire Masina de gaurit
60 Lamare Masina de gaurit
65 Ajustare Banc de lacatuserie
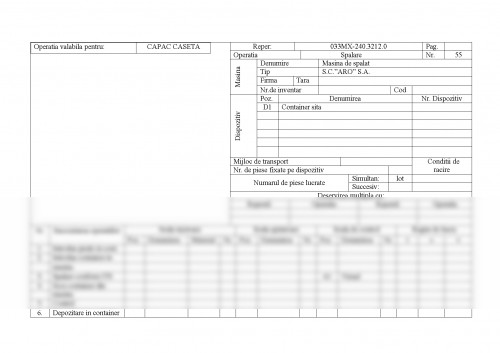
70 Spalare
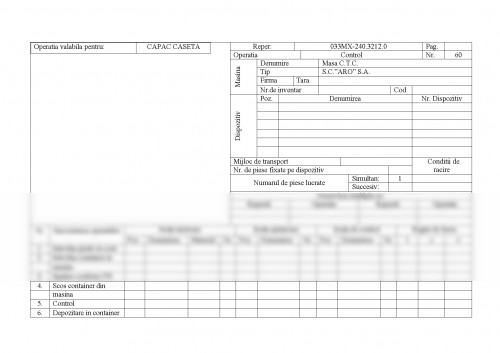
75 Control
In varianta existenta am facut urmatoarele modificari:
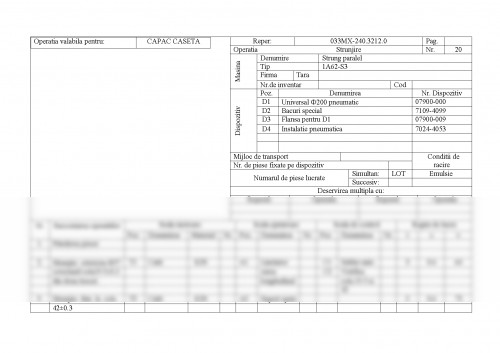
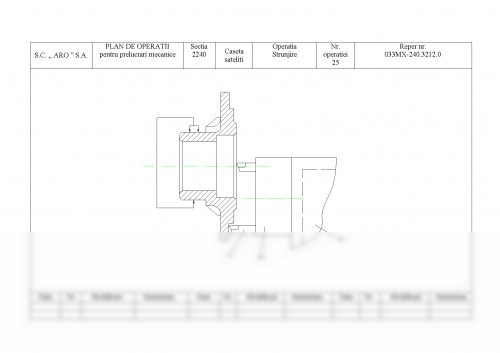
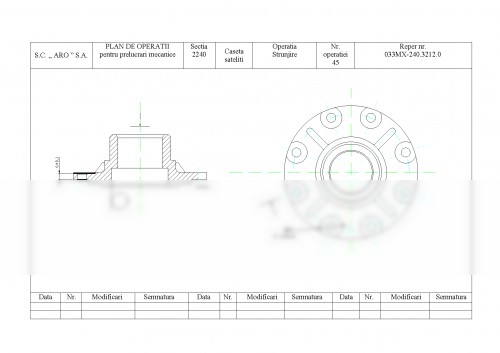
_ operatiile 15 - Strunjire si 25 - Strunjire se unesc si se transpun intr-o singura operatie, in felul acesta executandu-se si strunjirea frontala si strunjirea interioara; operatia se va face pe aceeasi masina, strung paralel, optandu-se pentru un sistem de prindere in univesal ? 200 pneumatic cu bacuri speciale ;
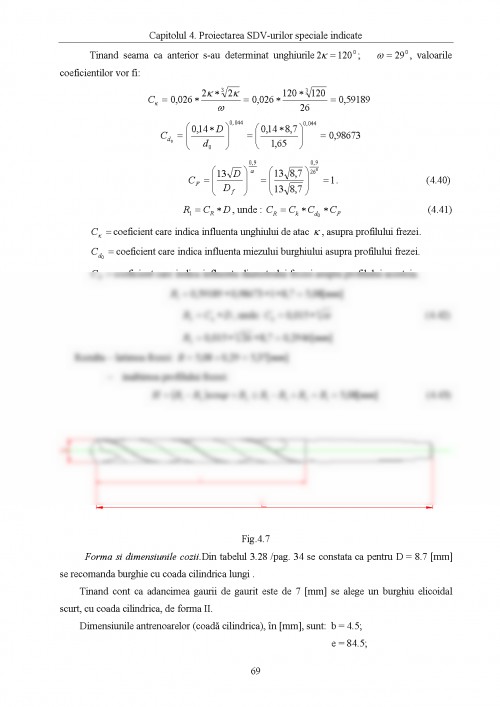
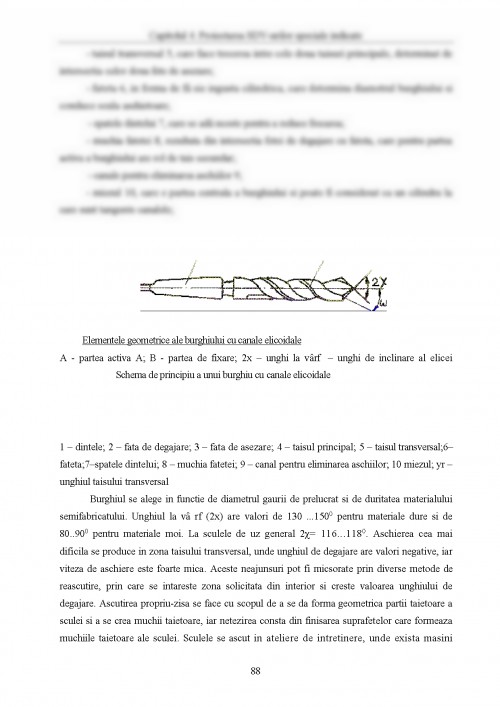
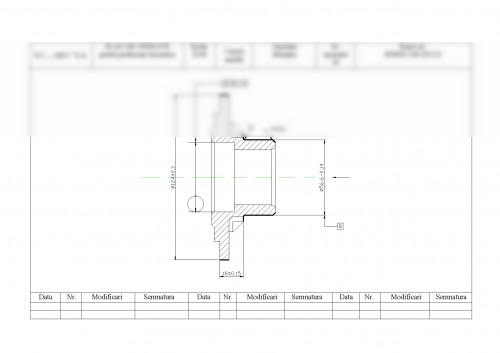
Fig.1.1
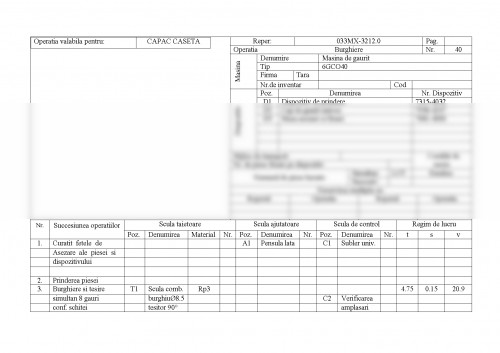
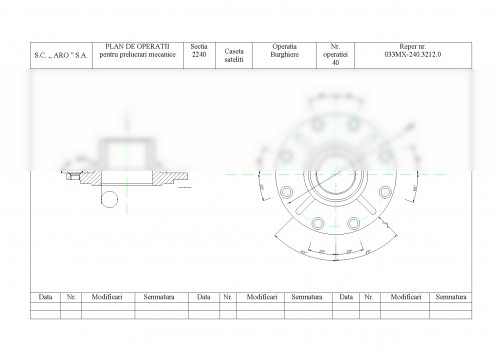
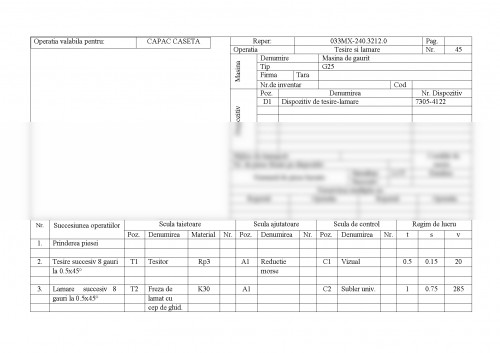
_ operatiile 45 - Burghiere si 25 - Tesire se unesc si se transpun intr-o singura operatie ; operatia se va face pe aceeasi masina, masina de gaurit, sistememul de prindere fiind acelasi ;
Fig.1.2
_ operatiile 50 - Tesire si 60 - Lamare se unesc si se transpun intr-o singura operatie; operatia se va face pe aceeasi masina, masina de gaurit, optandu-se pentru o mandrina cu schimbare rapida ;
Fig.1.3
Astfel planul de operatii va avea urmatoarea componenta:
Tabelul 1.2.Planul de operatii propus
Nr. Operatia Masina
05 Sablare Instalatie de sablaj
10 Vopsire
15 Strunjire Strung paralel
20 Strunjire Strung paralel
25 Strunjire Strung revolver
30 Tesire Masina de gaurit
35 Strunjire Strung paralel
40 Burghiere+Tesire Masina de gaurit
45 Lamare +Tesire Masina de gaurit
50 Ajustare Banc de lacatuserie
55 Spalare
60 Control
Avantajele planului de operatii propus:
o scade numarul de operatii ;
o micsorarea timpilor de prelucrare ;
o simplificarea masinilor-unelte prin reducerea posturilor de lucru ;
o reducerea numarului de dispozitive necesare prelucrarilor ;
o costul produsului scade ;
1.2.INTOCMIREA GRAFULUI TEHNOLOGIC
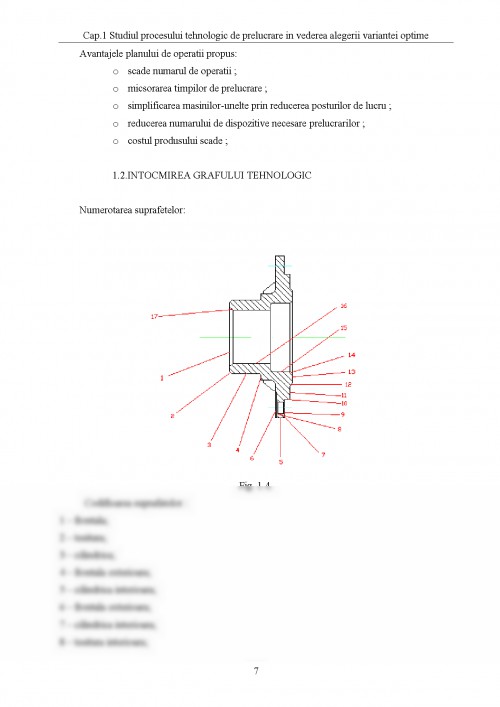
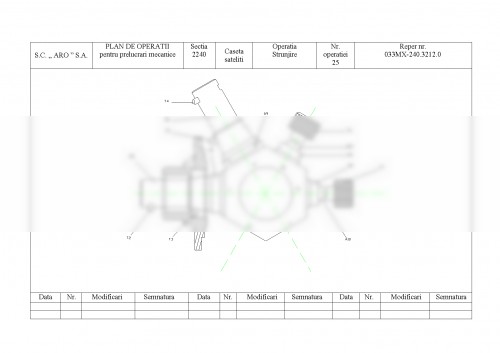
Numerotarea suprafetelor:
Fig. 1.4.
Codificarea suprafatelor :
1 - frontala;
2 - tesitura;
3 - cilindrica;
4 - frontala exterioara;
5 - cilindrica interioara;
6 - frontala exterioara;
7 - cilindrica interioara;
8 - tesitura interioara;
9 - frontala;
10 - cilindrica exterioara;
11 - frontala;
12 - tesitura;
13 - frontala;
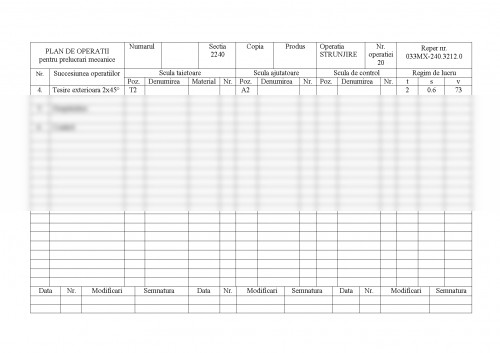
14 - tesitura exterioara;
15 - cilindrica interioara;
16 - cilindrica interioara;
17 - tesitura interioara;
Graful tehnologic:
Fig.1.5
X1 - strunjire;
X2 - frezare;
X3 - strunjire;
X4 - strunjire;
X5 - strunjire;
X6 - strunjire;
X7 - strunjire prin copiere;
X8 - frezare;
X9 - strunjire;
X10 - frezare;
X11 - gaurire;
X12 - frezare;
Secara,Gh.,Grigoroiu,M.,Rosca,D.,Scule aschietoare, sect.4 ,Editura
Universitatii "Transilvania" din Brasov,1981
[SEC79] Secara,Gh., Proiectarea sculelor aschietoare, E.D.P. Bucuresti,1979
[KLE00] Klein-Marascu,V,Materiale industriale,vol. 1, Editura Universitatii "Transilvania"
din Brasov,2000
[ROS94] Rosca, D., Lupulescu,N., Ditu,V., Proiectarea sculelor aschitoare, vol 2, Editura
"Transilvania" din Brasov,1994
[PIC74] Picos,C.,Alincai,G.,Bohosievici,C.,Pruteanu,O.,Coman,G.,Buta,V.,Paraschiv,D.,
Calculul adaosurilor de prelucrare si a regimurilor de aschiere,Editura Tehnica
Bucuresti,1974
[SEC79] Secara,Gh.,Grigoroiu,M.,Rosca,D.,Indrumar pentru proiectare, sect.3 ,Editura
Universitatii "Transilvania" din Brasov,1979
[VLA85] Vlase,A.,Sturzu,G.,Mihail,A.,Bercea,I.,Regimuri de aschiere,adaosuri de prelucrare
si norme tehnice de timp,vol. 1,Editura Tehnica Bucuresti,1985
[VLA85] Vlase,A.,Sturzu,G.,Mihail,A.,Bercea,I.,Regimuri de aschiere,adaosuri de prelucrare
si norme tehnice de timp,vol. 2,Editura Tehnica Bucuresti,1985
[PIC78] Picos,C.,Alincai,G.,Bohosievici,C.,Pruteanu,O.,Coman,G.,Buta,V.,Paraschiv,D.,
Tehnologia constructiilor de masini,Editura Tehnica Bucuresti,1978
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.