
Sa se proiecteze tehnologia de fabricatie prin injectare in conditii unei productii de serie mare a reperului suport de pahare auto
3.1. Descrierea reperului
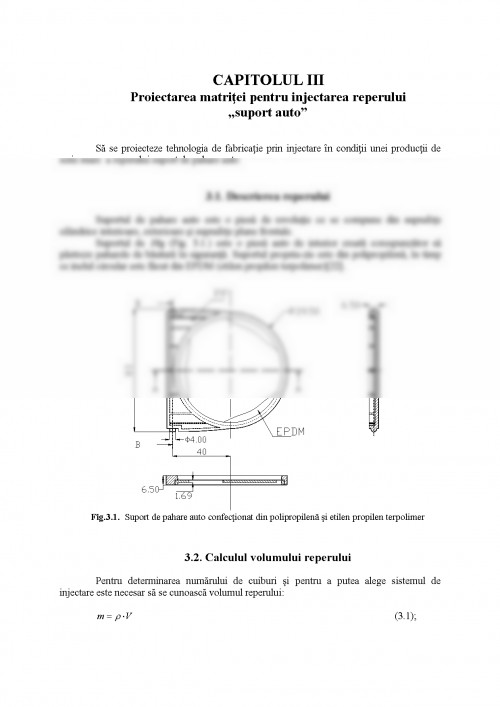
Suportul de pahare auto este o piesa de revolutie ce se compune din suprafete cilindrice interioare, exterioare si suprafete plane frontale.
Suportul de 10g (Fig. 3.1.) este o piesa auto de interior creata corespunzator sa pastreze paharele de bautura in siguranta. Suportul propriu-zis este din polipropilena, in timp ce inelul circular este facut din EPDM (etilen propilen terpolimer)[22].
3.2. Calculul volumului reperului
Pentru determinarea numarului de cuiburi si pentru a putea alege sistemul de injectare este necesar sa se cunoasca volumul reperului:
(3.1);
(3.2);
Unde:
- masa, ;
- - densitatea materialului (polipropilena si etilen propilen terpolimer) [7, 38]:
Pentru polipropilena
Pentru etilen propilen terpolimer (EPDM)
3.3. Alegerea masinii de injectare
Masinile de injectat se clasifica dupa mai multe criterii:
In functie de capacitate (greutatea piesei ce se formeaza intr-un singur ciclu) sunt de 5 grame pana la 2- - 10- ^4grame;
Dupa tipul agregatului de plastifiere si injectare, masinile de injectat pot fi: cu piston, cu piston si dispozitiv de preplastifiere si cu melc-piston. Cele cu piston si dispozitiv de preplastifiere si cu melc-piston au capacitati mari si asigura o buna omogenizare a materialului;
Dupa sistemul de actionare a agregatului de inchidere a matritei si de injectare, se clasifica in: manuale, electromecanice, electrohidraulice, pneumatice sau mixte. Masinile actionate manual sunt utilizate in laborator. Actionarea electrohidraulica este utilizata cel mai frecvent datorita avantajelor pe care le prezinta;
In functie de directia de inchidere a matritei si de deplasarea pistonului sunt: masini orizontale, verticale, vertical - orizontale si orizontal - verticale. Masinile orizontale se preteaza unui proces de lucru complet automatizat, dar au dezavantajul ca ocupa cea mai mare suprafata;
In functie de sistemul de comanda se clasifica in masini manuale, semiautomate si automate. Masinile de comanda manuala sunt de mult depasite si inlocuite cu cele automate. La cele semiautomate se comanda manual numai inceperea ciclului;
In functie de numarul matritelor pot fi masini cu o singura matrita si masini cu (4-10)matrite montate pe un platou rotativ care le aduce succesiv in dreptul cilindrului de injectare. Masinile de injectat cu mai multe matrite au productivitate mare, fiind indicate in special pentru produse de greutate mica si de serie foarte mare.
La alegerea masini de injectare se are in vedere ca volumul maxim de injectare al masinii sa fie de cel putin 10 - 15 ori mai mare decat volumul reperului care se doreste a fi obtinut (V).
Pentru exemplul analizat se alege masina de injectat MI 100/50 care are caracteristicile tehnice prezentate in Tabelul 3.1 [7].
Principalele caracteristici tehnice ale masinii de injectat materiale plastice. Tab.3.1.
Caracteristici tehniceMUMI 100/50
Diametrul melc-piston standardmm25
Volumul maxim de injectarecm396
Presiunea de injectare maximaMPa114
Forta de inchiderekN500
Viteza de injectaremm/s25
Capacitatea de plastifierekg/h40
Dimensiunile de gabarit ale platourilor de prinderemm500/380
Distanta dintre platourile de prindere max/minmm300/125
Diametrul inelului de centrare al platoului fix/mobilmm101,6/101,6
Cursa platoului de prindere mobilmm245
Dimensiunea maxima a matritei (orizontal/vertical)mm460/415
Puterea instalatakW20
3.4. Calculul duratei totale a ciclului de injectare
Productivitatea masinii de injectare si eficienta economica a intregului agregat este esential determinata de capacitatea de plastifiere - injectare a materialului plastic si de durata totala a operatiilor ce se petrec in matrita. Aceste operatii se regasesc, cu ponderi diferite, in valoarea parametrului denumit, durata ciclului total de injectare in matrita.
Timpul total de injectare se determina cu relatia (3.3):
(3.3);
Unde:
- este timpul total (durata ciclului de injectare);
- timpul de mentinere a presiunii in matrita ;
- timpul de racire (incluzand stadiul de compresie, racire si postinjectare);
- timpul pentru pauza, cu cursa minima a platanului
- timpul de injectare, se calculeaza cu relatia (3.4);
(3.4);
Unde:
- cantitatea de polimer deplasat intr-o secunda, in [cm3/s] ;
- volumul piesei injectate, in [cm3];
Timpul total de injectare devine astfel:
3.5. Calculul numarului de cuiburi
Numarul de cuiburi ale matritei de injectat se determina in functie de dimensiunile piesei care se doreste a fi obtinuta prin injectare si capacitatea de injectare a masinii pentru care se proiecteaza matrita, si se calculeaza cu relatia (3.5):
(3.5);
Unde:
- Capacitatea de plastifiere reala a masinii de injectare (cf. Tab. 3.1.), este:
- masa piesei, utilizata in relatia (3.5), este masa neta a piesei inmultita cu factorul de corectie (cf. Tab. 15.1.[7]), adica:
- durata completa a ciclului de injectare, , astfel incat:
Se va proiecta o matrita cu 8 cuiburi.
Dupa calculul numarului de cuiburi trebuie sa se verifice daca forta de inchidere a masinii de injectat, rezultata ca forta reactiva la forta care ia nastere in interiorul
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.