Tema proiectului
Proiectarea procesului tehnologic de fabricatie a reperului corp servoregulator , pentru o productie anuala de 15000 bucati.
I. Studiul tehnic
1. Studiul pesei pe baza desenului de executie si de ansamblu
1.2. Analiza etapelor de prelucrare necesare realizarii preciziei macro- si micro- geometrice (dimensionale, de forma, de pozitie reciproca a suprafetelor si a rugozitatii) impusa in desenul de executie
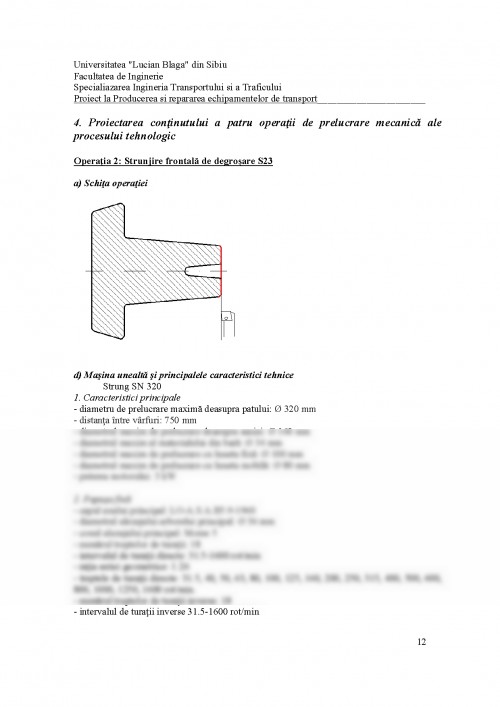
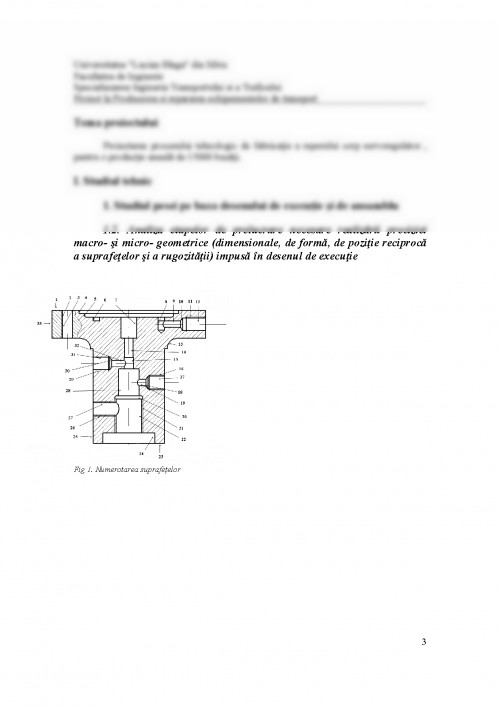
Fig 1. Numerotarea suprafetelor
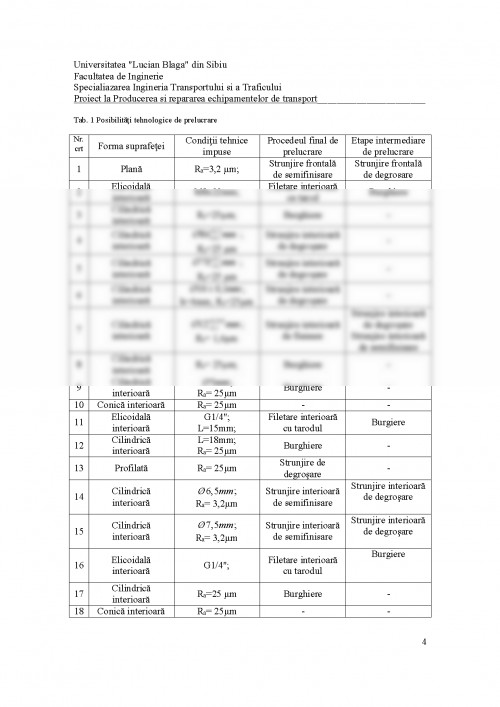
Tab. 1 Posibilitati tehnologice de prelucrare
Nr.
crtForma suprafeteiConditii tehnice impuseProcedeul final de prelucrareEtape intermediare de prelucrare
1PlanaRa=3,2 um;Strunjire frontala de semifinisareStrunjire frontala de degrosare
2Elicoidala interioaraM8x22mm;Filetare interioara cu tarodBurghiere
3Cilindrica interioaraRa=25um;Burghiere-
4Cilindrica interioara ;
Ra=25 umStrunjire interioara de degrosare-
5Cilindrica interioara ;
Ra=25 umStrunjire interioara de degrosare-
6Cilindrica interioara ; h=4mm; Ra=25umStrunjire interioara de degrosare-
7Cilindrica interioara ;
Ra= 1,6umStrunjire interioara de finisareStrunjire interioara de degrosare
Strunjire interioara de semifinisare
8Cilindrica interioaraRa= 25um;Burghiere-
9Cilindrica interioara ;
Ra= 25umBurghiere-
10Conica interioaraRa= 25um--
11Elicoidala interioaraG1/4";
L=15mm;Filetare interioara cu tarodulBurgiere
12Cilindrica interioaraL=18mm;
Ra= 25umBurghiere-
13ProfilataRa= 25umStrunjire de degrosare-
14Cilindrica interioara ;
Ra= 3,2umStrunjire interioara de semifinisareStrunjire interioara de degrosare
15Cilindrica interioara ;
Ra= 3,2umStrunjire interioara de semifinisareStrunjire interioara de degrosare
16Elicoidala interioaraG1/4";Filetare interioara cu tarodulBurgiere
17Cilindrica interioaraRa=25 umBurghiere-
18Conica interioaraRa= 25um--
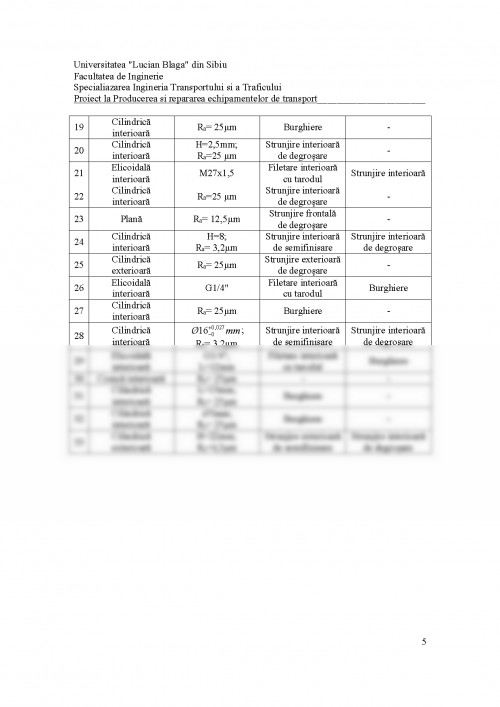
19Cilindrica interioaraRa= 25umBurghiere-
20Cilindrica interioaraH=2,5mm;
Ra=25 umStrunjire interioara de degrosare-
21Elicoidala interioaraM27x1,5Filetare interioara cu tarodulStrunjire interioara
22Cilindrica interioaraRa=25 umStrunjire interioara de degrosare-
23PlanaRa= 12,5umStrunjire frontala de degrosare-
24Cilindrica interioaraH=8;
Ra= 3,2umStrunjire interioara de semifinisareStrunjire interioara de degrosare
25Cilindrica exterioaraRa= 25umStrunjire exterioara de degrosare-
26Elicoidala interioaraG1/4"Filetare interioara cu tarodulBurghiere
27Cilindrica interioaraRa= 25umBurghiere-
28Cilindrica interioara ;
Ra= 3,2umStrunjire interioara de semifinisareStrunjire interioara de degrosare
29Elicoidala interioaraG1/4";
L=12mmFiletare interioara cu tarodulBurghiere
30Conica interioaraRa= 25um--
31Cilindrica interioaraL=13mm;
Ra= 25umBurghiere-
32Cilindrica interioara ;
Ra= 25umBurghiere-
33Cilindrica exterioaraH=22mm;
Ra=6,3umStrunjire exterioara de semifinisareStrunjire interioara de degrosare
2. Date privind semifabricatul
2.1. Date privind materialul semifabricatului
Materialul folosit la reperul corp servoregulator este OT400
2.2. Stabilirea metodei si a procedeului economic de obtinere a semifabricatului
Alegerea metodei de obtinere a semifabricatului este influentata de mai multi factori cum ar fi:
-> volumul productiei
-> forma si dimensiunile piesei finite
-> conditiile tehnice impuse
-> proprietatile materialului
-> metode de obtinere a semifabricatului in functie de dotari si posibilitati
-> costul semifabricatului
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.