L1 Analiza fiabilității proceselor de fabricație
L1.1
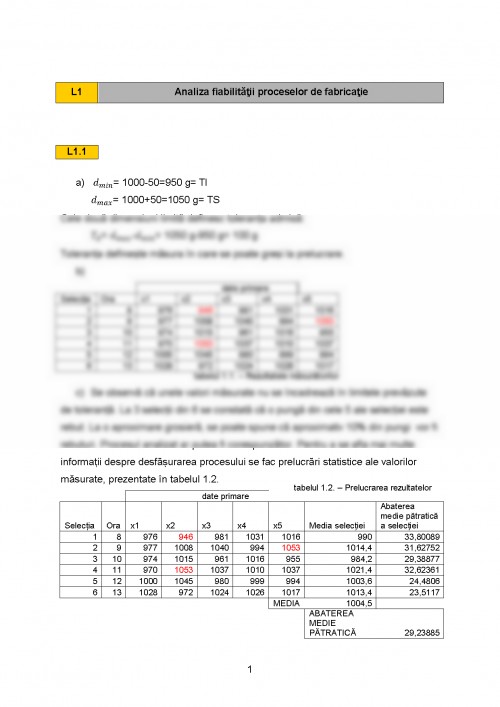
d_min= 1000-50=950 g= TI
d_max= 1000+50=1050 g= TS
Cele două dimensiuni limită definesc toleranța admisă:
T_d= d_max-d_min= 1050 g-950 g= 100 g
Toleranța definește măsura în care se poate greși la prelucrare.
date primare
Selecția Ora x1 x2 x3 x4 x5
1 8 976 946 981 1031 1016
2 9 977 1008 1040 994 1053
3 10 974 1015 961 1016 955
4 11 970 1053 1037 1010 1037
5 12 1000 1045 980 999 994
6 13 1028 972 1024 1026 1017
tabelul 1.1. - Rezultatele măsurătorilor
Se observă că unele valori măsurate nu se încadrează în limitele prevăzute
de toleranță. La 3 selecții din 6 se constată că o pungă din cele 5 ale selecției este rebut. La o aproximare grosieră, se poate spune că aproximativ 10% din pungi vor fi rebuturi. Procesul analizat ar putea fi corespunzător. Pentru a se afla mai multe informații despre desfășurarea procesului se fac prelucrări statistice ale valorilor măsurate, prezentate în tabelul 1.2.
date primare
Selecția Ora x1 x2 x3 x4 x5 Media selecției Abaterea medie pătratică a selecției
1 8 976 946 981 1031 1016 990 33,80089
2 9 977 1008 1040 994 1053 1014,4 31,62752
3 10 974 1015 961 1016 955 984,2 29,38877
4 11 970 1053 1037 1010 1037 1021,4 32,62361
5 12 1000 1045 980 999 994 1003,6 24,4806
6 13 1028 972 1024 1026 1017 1013,4 23,5117
MEDIA 1004,5
ABATEREA MEDIE PĂTRATICĂ 29,23885
Pentru fiecare selecție s-au calculat media (x med) și abaterea medie pătratică (s), apoi s-au calculat media totală (media mediilor selecțiilor) și abaterea medie pătratică totală. Se constată că din totalitatea pungilor au fost prelevate 6 selecții a câte 5 pungi care împreună definesc un eșantion de 30 de pungi. Pentru acest eșantion s-au determinat doi parametri statistici distincți: unul care exprimă gruparea valorilor măsurate (x med) și altul care arată împrăștierea acestora (s).
Pentru ca procesul să fie fiabil trebuie ca:
x_med=d_med= TC (1.1)
6*s ≤ T_d (1.2)
în care:
d_med= TC= ( d_max+d_min)/2= (1050+950)/2= 1000 g
Condițiile (1.1) și (1.2) trebuie îndeplinite simultan pentru ca procesul să producă pungi conforme. Condiția (1.1) exprimă faptul că procesul trebuie să fie centrat, iar condiția (1.2) arată că procesul trebuie să fie precis (împrăștierea trebuie să acopere cel mult toleranța prescrisă). Dacă ambele condiții sunt respectate atunci toate pungile produse vor fi conforme și procesul este fiabil.
Pentru procesul analizat se constată că nu este nici centrat:
x_med= 1004,5 g ≠ d_med= TC= 1000 g
și nici precis:
6*s= 175,43 g > T_d=100 g
Procesul de fabricație analizat nu este nici centrat, existând o abatere de centrare e, de valoare:
e= x_med-TC= 1004,5 - 1000= 4,5 g
și nici precis, împrăștierea valorilor diametrelor obținute fiind considerabil mai mare decât toleranța prescrisă.
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.