In cadrul unor probleme de automatizare a proceselor industriale se urmareste cresterea eficientei functionale,prin scurtate timpilor auxiliari necesari in special pentru operatiile de manipulare a semifabricatelor.Aceste operatii se refera la transportul produselor intre diverse puncte de lucru specifice tehnologiilor de fabricatie adoptate.
Un alt aspect,de asemenea extreme de important, are in vedere cresterea paralelismului in cadrul proceselor de deservire a masinilor unelte,fie pentru operatiile de alimentare(incarcare cu piese brute, neprelucrate),fie pentru cele de evacuare (descarcare a pieselor prelucrate). In acest scop se pot adopta o multime de solutii constructive,printre care pentru simplitate se prefera de multe ori utilizarea unui brat manipulator.Acesta poate fi cu doua,cel mult trei grade de mobilitate,defiind necesara o precizie de pozitionare deosebita.
1.Descrierea procesului
1.1. Tema de proiectare
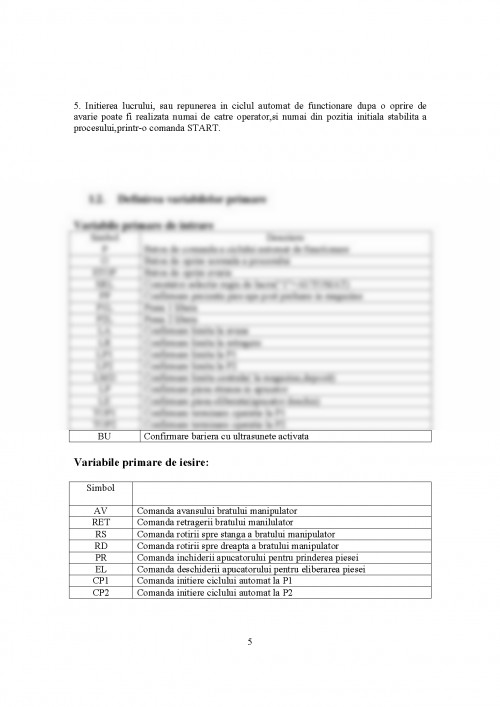
Gradele de mobilitate ale bratului manipulator sunt:
1 - deplasare orizintala brat(avans-retragere)
2 - rotire corp(stanga - dreapta)
3 - apucare(inchidere - deschidere)
M - magazine de piese brute
P1 - prima piesa
P2 - a doua piesa
D - deposit de piese finite(prelucrate)
Pozitia initiala
Brat retras,rotit in fata magaziei si cu apucatorul deschis
Modul de lucru
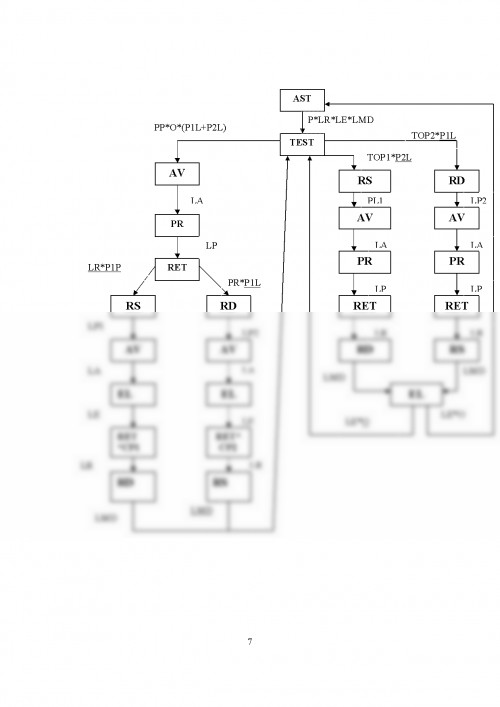
La comanda START,data de catre operator,daca nu exista piesa de prelucrat,se avertizeaza prin semnalizare luminoasaacest lucru;daca o piesa este prezenta la M,apucatorul se inchide,bratul se retrage,se roteste spre stanga,la P1,sau spre dreapta, la P2,dupa cum una sau cealalta presa este libera(pe pozitie de asteptare) si poate primi o piesa de preset;apoi,bratul avanseaza,alibereaza piesa si se retrage dand comanda de initiere apresarii la presa alimentata.
Apoi se roteste la M, avanseaza si prinde o noua piesa,daca aceasta este prezenta(daca nu ezista o noua piesa de prelucrat,atunci se semnalizeaza lipsa pieselor,si daca nu apare o piesa pana cand presa alimentata anterior termina lucrul,bratul evacueaza aceasta presasi revine in pozitia initiala; la aparitia piesei se reia ciclul de lucru );
Cu o noua piesa prelucrata,bratul se retrage si si se roteste la cealalta presa libera,avanseaza,elibereaza piesasi se retrage initiindciclul de presare la aceasta piesa,apoi se roteste in fata magaziei si asteapta sfarsitul lucrului la una dintre prese.Cand primeste o confirmare de sfarsit presare, se roteste la presa respective,avanseaza,prinde piesa,se retrage,se roteste la D si elibereaza piesa (asteptand un scurt timp pentru siguranta desprinderii piesei din apucator),apoi avanseaza si continua cilcul prin realimentarea presei descarcate.Intimpul functionarii automate,testarea unei prese libere se face cu prioritate pentru P1.Operatia de alimentare a unei prese are prioritate mai mare decat descarcare celeilalte prese.
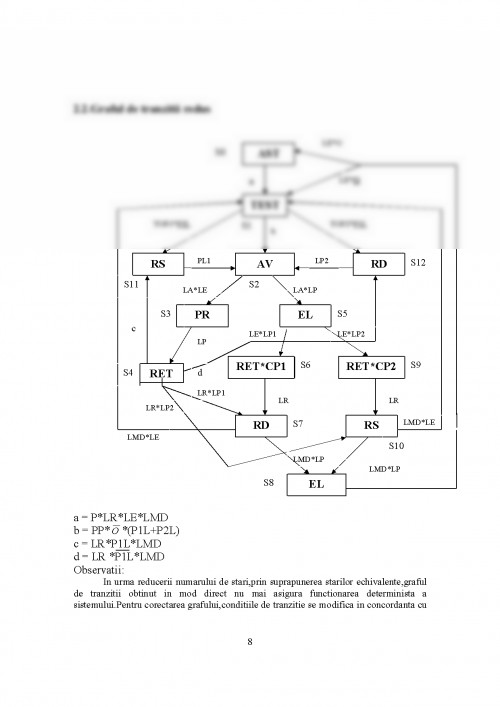
Observatii:
1. Se va revedea in chema de comanda un selector al regimului de lucru,care sa permita functionarea procesului in 3 regimuri:
-AUTOMAT CONTINUU - dupa comanda START, automatul functioneaza fara interventia operatorului,atat timp cat dispune de toate conditiile impuse;
-AUTOMAT CICLU CU CICLU -la comanda START, procesul efectueaza un ciclu de lucru complet dupa care asteapta in pozitia initiala o noua comanda de pornire;
-MANUAL (REGLAJ) - fiecare deplasare a elementelor mobile se comanda prin actionarea unor butoane specifice situate pe panoul operatorului.
2. Se vor prevedea 2 butoane de oprire a procesului comandat:
-STOP, dupa actioarea caruia ciclul in curs de excutie este terminat,procesul ramanand in pozitia initiala si asteptand o noua comanda de lucruldupa oprirea procesului;dupa oprirea procesului in urma unei comenzi STOP,tensiunea de alimentare poate fi deconectata;
-AVARIE , la apasarea caruia elementele mobile ale procesului se opresc;reluarea functionarii ansamblului se poate face numai printr-o comanda START,active in conditiile initiale stabilite;pentru aceasta, procesul se aduca prin regimul MANUAL in pozitia initiala.
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.