Tema: Proiectarea liniei tehnologice de confectionare, pentru o comanda de Q= 15000 produse, sortimentul camasa simpla pentru barbati, structurata dintr-un singur model, cu termen de livrare Nz=15 zile.
1. Identitatea structurala comenzii
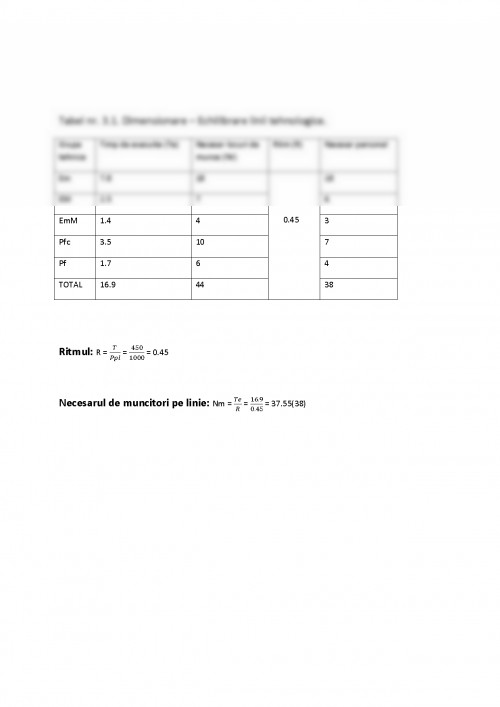
1.1. Productia planificata
Ppl= Q/Nz; 1000= Q/15; Q=15000
2. Analiza comenzii
2.1. Identitatea constructiv- estetica a modelului din comanda
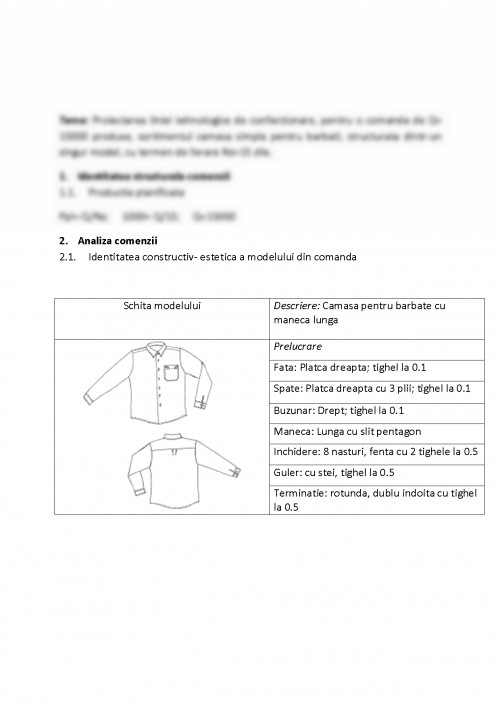
Schita modelului Descriere: Camasa pentru barbate cu maneca lunga
Prelucrare
Fata: Platca dreapta; tighel la 0.1
Spate: Platca dreapta cu 3 plii; tighel la 0.1
Buzunar: Drept; tighel la 0.1
Maneca: Lunga cu slit pentagon
Inchidere: 8 nasturi, fenta cu 2 tighele la 0.5
Guler: cu stei, tighel la 0.5
Terminatie: rotunda, dublu indoita cu tighel la 0.5
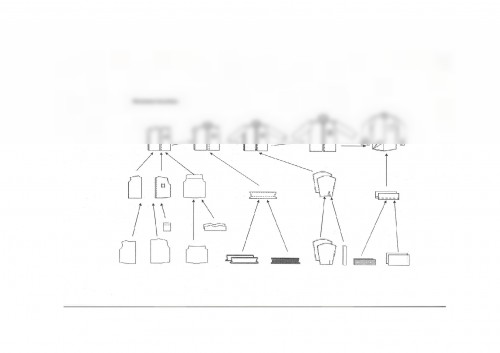
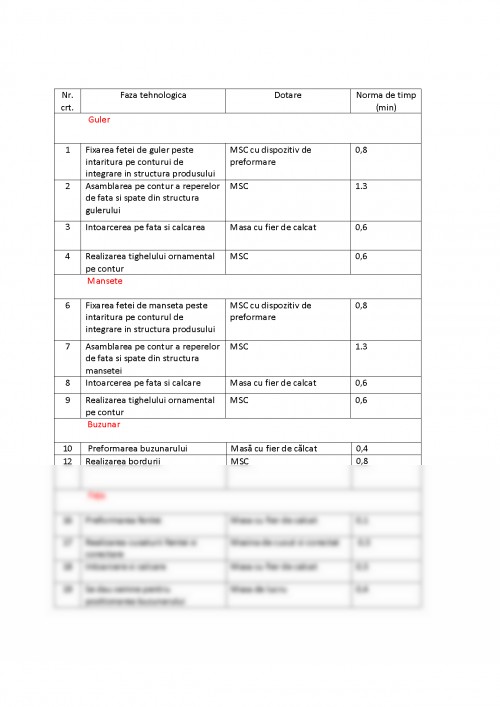
Procesul tehnologic pentru camasa de barbati cu maneca lunga
I.Constituirea elementelor mici
1. Fixarea fetei de guler peste intaritura pe conturul de integrare in structura produsului
2. Asamblarea pe contur a reperelor de fata si spate din structura gulerului
3. Intoarcere pe fata si calcare
4. Realizarea tighelului ornamental pe contur
5. Fixarea fetei de manseta peste intaritura pe conturul de integrare in structura produsului
6. Asamblarea pe contur a reperelor de fata si spate din structura mansetelor
7. Intoarcere pe fata si calcare
8. Realizarea tighelului ornamental pe contur
II. Prelucrarea buzunarului
9. Preformarea buzunarului
10. Realizarea bordurii
III. Prelucrarea fetelor
11.Preformarea fentei
12. Realizarea cusaturii fentei si corectare
13. Intoarcere si calcare
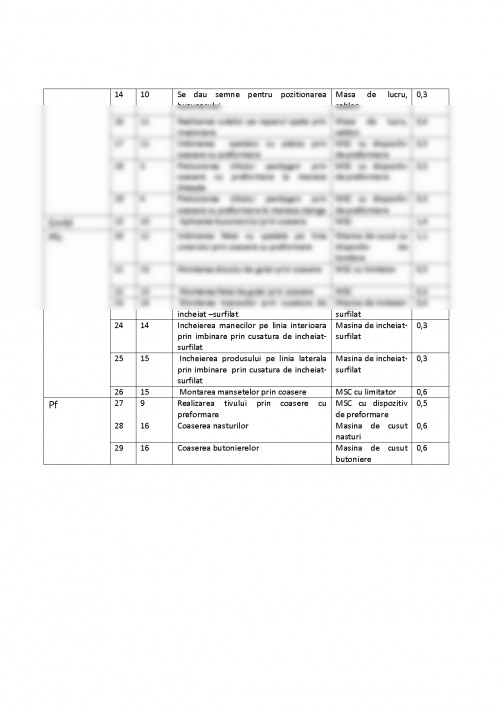
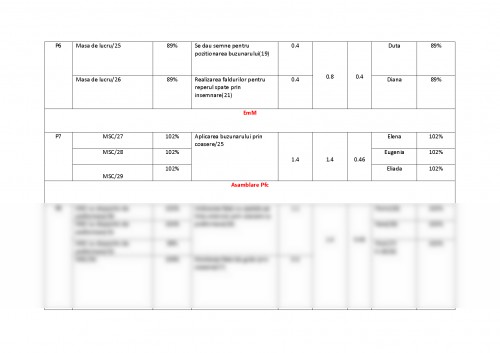
14. Se dau semne pentru pozitionarea buzunarului
15. Aplicarea buzunarului prin coasere
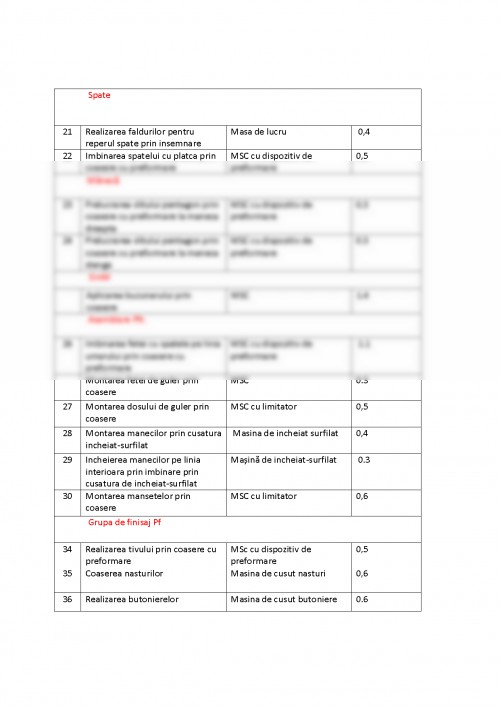
IV. Prelucrarea spatelui
16. Realizarea cutelor pe reperul spate prin insemnare
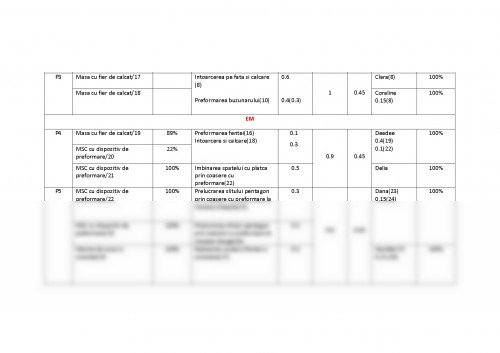
17. Imbinarea spatelui cu platca prin coasere cu preformare
V. Prelucrarea manecilor
18. Prelucrarea slitului pentagon prin coasere cu preformare la maneca dreapta
19. Prelucrarea slitului pentagon prin coasere cu preformare la maneca stanga
VI. Integrarea elementelor componente in structura produsului
20. Imbinarea fetei cu spatele pe linia umarului prin coasere cu preformare
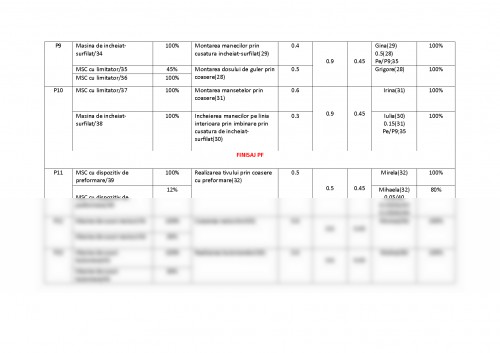
21. Montarea dosului de guler prin coasere
22. Montarea fetei de guler prin coasere
23. Montarea manecilor prin cusatura de incheiat -surfilat
24. Incheierea manecilor pe linia interioara prin imbinare prin cusatura de incheiat-surfilat
25. Incheierea produsului pe linia lateral prin imbinare prin cusatura de incheiat-surfilat
26. Montarea mansetelor prin coasere
VII. Prelucrari tehnologice pe produsul finalizat, din punct de vedere constructiv
27. Realizarea tivului prin coasere cu preformare
28. Coaserea nasturilor
29. Coaserea butonierelor
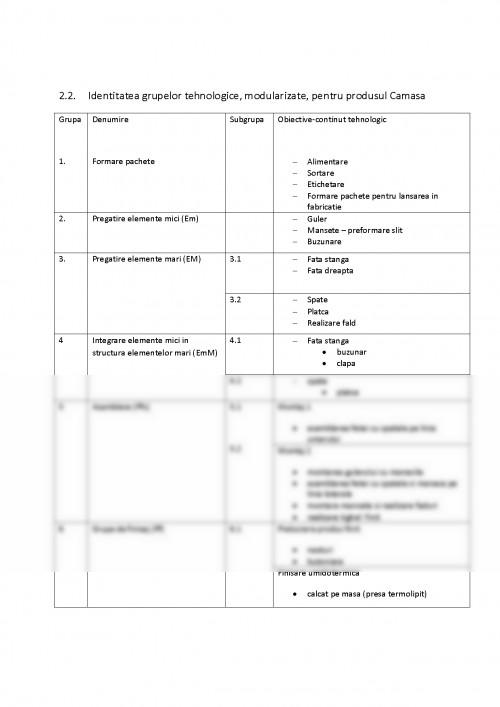
2.2. Identitatea grupelor tehnologice, modularizate, pentru produsul Camasa
Grupa Denumire Subgrupa
Obiective-continut tehnologic
1. Formare pachete - Alimentare
- Sortare
- Etichetare
- Formare pachete pentru lansarea in fabricatie
2. Pregatire elemente mici (Em) - Guler
- Mansete - preformare slit
- Buzunare
3. Pregatire elemente mari (EM) 3.1 - Fata stanga
- Fata dreapta
3.2 - Spate
- Platca
- Realizare fald
4 Integrare elemente mici in structura elementelor mari (EmM) 4.1 - Fata stanga
- buzunar
- clapa
4.2 - spate
- platca
5 Asamblare (Pfc) 5.1
5.2 Montaj 1
- asamblarea fetei cu spatele pe linia umarului
Montaj 2
- montarea gulerului cu manecile
- asamblarea fetei cu spatele si maneca pe linia laterala
- montare mansete si realizare faduri
- realizare tighel finit
6 Grupa de finisaj (Pf) 6.1 Prelucrare produs finit
- nasturi
- butoniere
Finisare umidotermica
- calcat pe masa (presa termolipit)
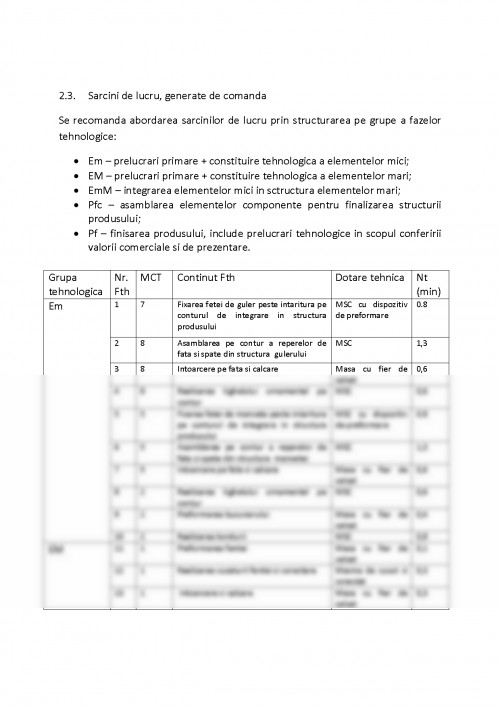
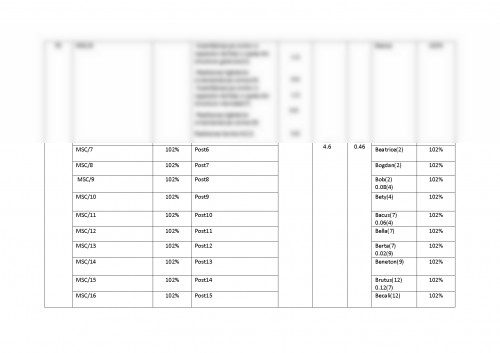
2.3. Sarcini de lucru, generate de comanda
Se recomanda abordarea sarcinilor de lucru prin structurarea pe grupe a fazelor tehnologice:
- Em - prelucrari primare + constituire tehnologica a elementelor mici;
- EM - prelucrari primare + constituire tehnologica a elementelor mari;
- EmM - integrarea elementelor mici in sctructura elementelor mari;
- Pfc - asamblarea elementelor componente pentru finalizarea structurii produsului;
- Pf - finisarea produsului, include prelucrari tehnologice in scopul conferirii valorii comerciale si de prezentare.
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.