

Dintre toate piesele care forma masina unealta, batiul indeplineste una din cele mai importante functiuni, atat in timpul construirii masinii unelte, cat si in timpul exploatarii ei; el indeplineste rolul piesei de baza a masinii unelte; cu ajutorul lui se unesc si se coordoneaza, cu precizia necesara pentru functionarea masinii unelte, majoritatea ansamblurilor si un numar insemnat de subansambluri, complete si piese, care formeaza masina unealta; mentinerea preciziei pozitiei lor reciproce sau a deplasarilor lor in timpul functionarii masinii unelte depinde de asemenea, in mare masura, de batiu.
Fiecare eroare in pozitia reciproca a suprafetelor batiului care apare in urma prelucrarii, uzurii, deformatiei, montarii sau asezari necorecte, este o cauza pentru care masina unealta, pierde una din calitatile ei principale: precizia si totodata cu ea productivitatea.
Drept criteriu pentru determinarea calitatii batiului se ia precizia lui initiala, calitatea suprafetelor in frecare si capacitatea de a mentine aceste proprietati in timpul exploatarii masinii unelte.
O calitate constanta a batiului ca si a oricarei alte piese, se asigura prin normele de precizie respective si prin conditiile tehnice elaborate conform normelor de precizie pentru masina finita si pe baza cerintelor care apar in timpul elaborarii tehnologiei asamblarii acestei masini in concordanta cu metodele adoptate pentru rezolvarea lanturilor de dimensiuni.
O parte din aceste conditii sunt stabilite in anumite standarde pentru masinile unelte respective, sub forma de norme de precizie, care asigura mai ales rectilinitatea si pozitia reciproca a ghidajelor batiului.
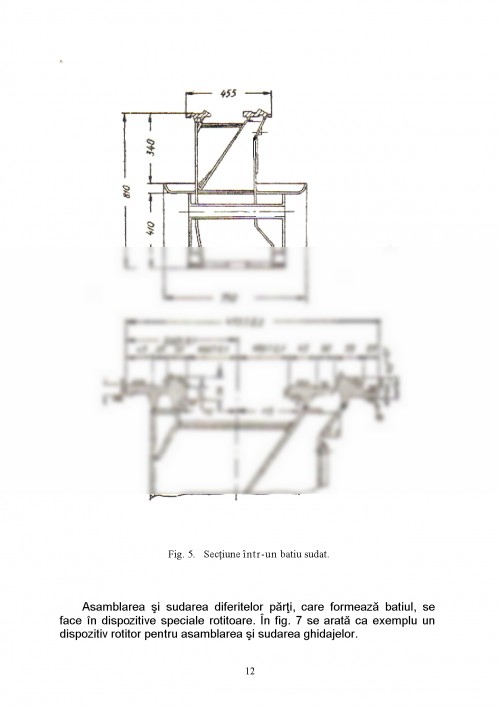
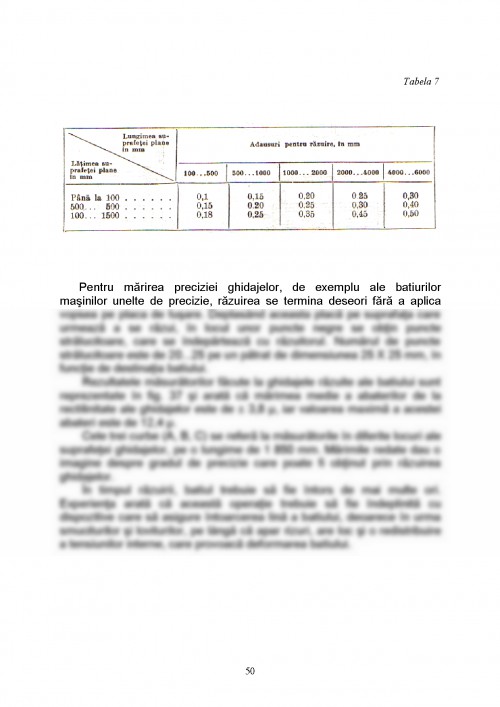
Ca exemplu se dau in tabela 1 standarde referitoare la precizia batiurilor de strung.
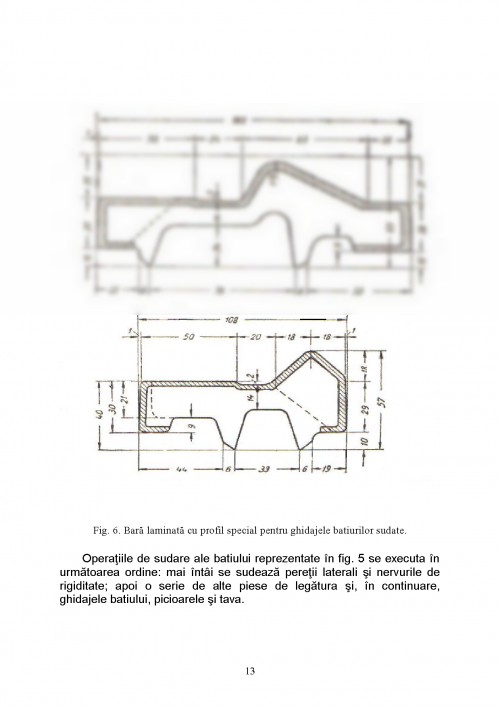
Pretul de cost al construirii unui batiu, care corespunde intocmai normelor de precizie si conditiilor tehnice, depinde in mare masura de regularitatea formelor constructive, de materialul ales si de tehnologia turnarii, prelucrarii mecanice si controlului.
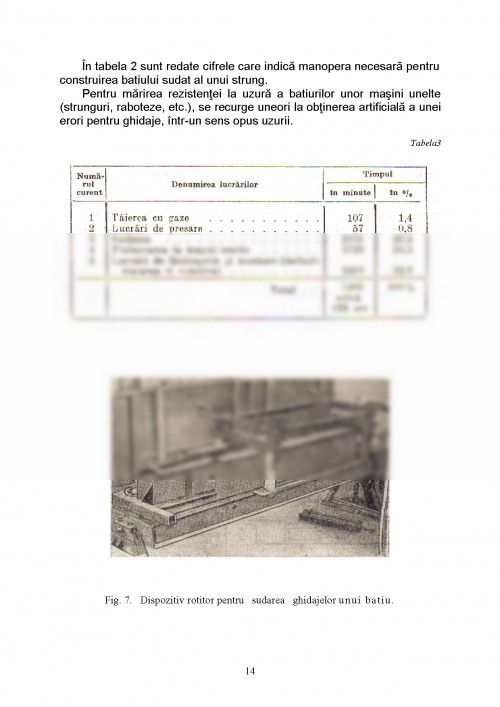
Batiurile, A la majoritatea masinilor unelte moderne, se executa din fonta. La intreprinderile constructoare de masini unelte, batiurile se toarna de obicei din fonta. Compozitia chimica si proprietatile mecanice, conform standardelor, sunt aratate in pag. 4 tabela 1. In timpul solidificarii materialului, dupa turnare, batiul se raceste neuniform. La inceput se solidifica de obicei partile mai subtiri (peretii, nervurile picioarelor, etc.
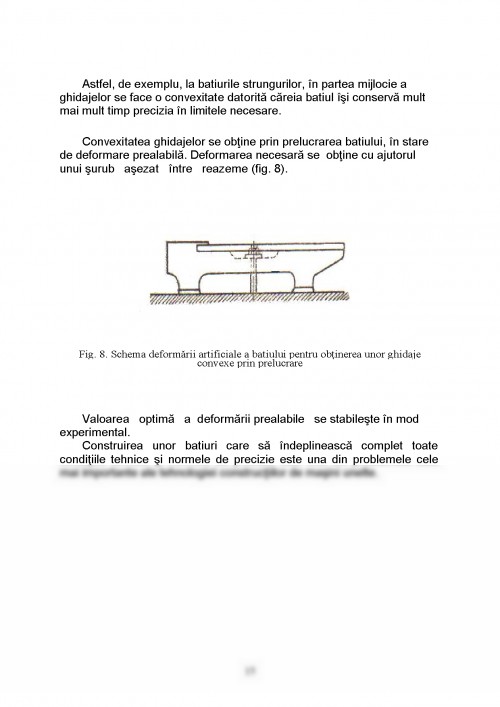
), apoi se solidifica partile care au o sectiune mai masiva, adica o masa mai mare de metal (ghidajele batiurilor, adaosurile si ingrosarile care servesc la crearea rigiditatii, etc.
). Partile subtiri, care se solidifica mai intai, impiedica micsorarea normala a volumului si in consecinta se opun micsorarii dimensiunilor liniare ale partilor mai masive in timpul racirii lorA ; astfel iau nastere in piesa turnata tensiunile interne.
Existenta tensiunilor interne este cauza deformarii piesei turnate in decursul unui timp mai mult sau mai putin ...
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.