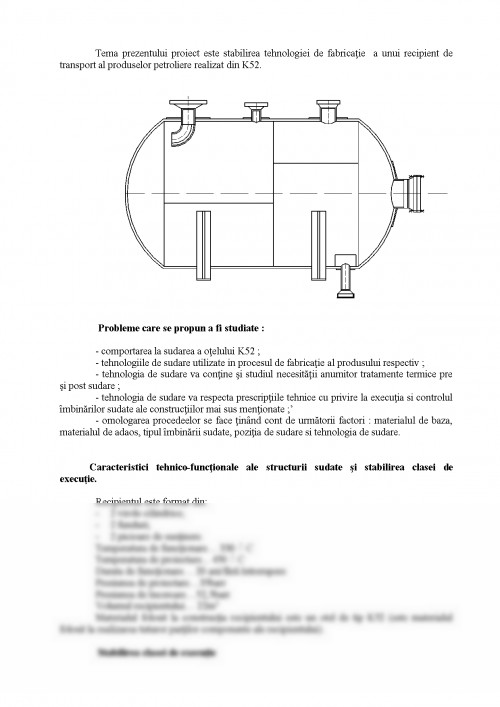
Tema prezentului proiect este stabilirea tehnologiei de fabricatie a unui recipient de transport al produselor petroliere realizat din K52. - tehnologia de sudare va contine si studiul necesitatii anumitor tratamente termice pre si post sudareA ; - tehnologia de sudare va respecta prescriptiile tehnice cu privire la executia si controlul imbinarilor sudate ale constructiilor mai sus mentionateA ; - omologarea procedeelor se face tinand cont de urmatorii factori: materialul de baza, materialul de adaos, tipul imbinarii sudate, pozitia de sudare si tehnologia de sudare.
Caracteristici tehnico-functionale ale structurii sudate si stabilirea clasei de executie.
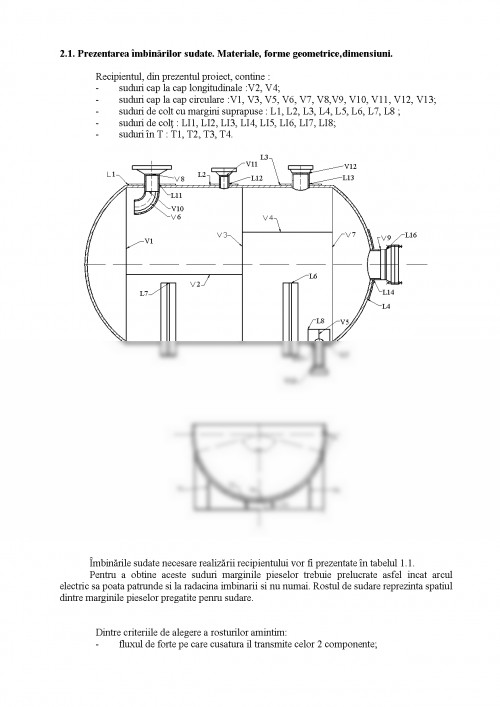
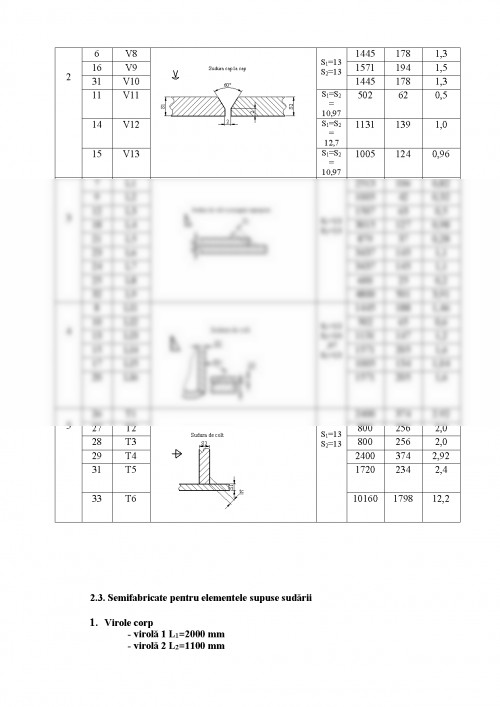
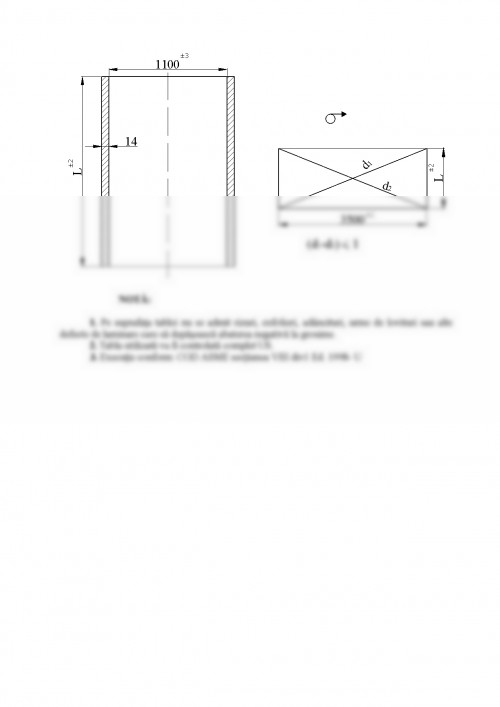
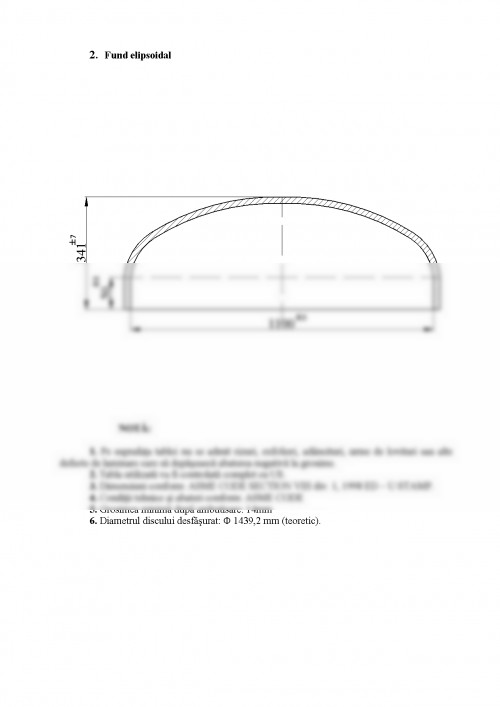
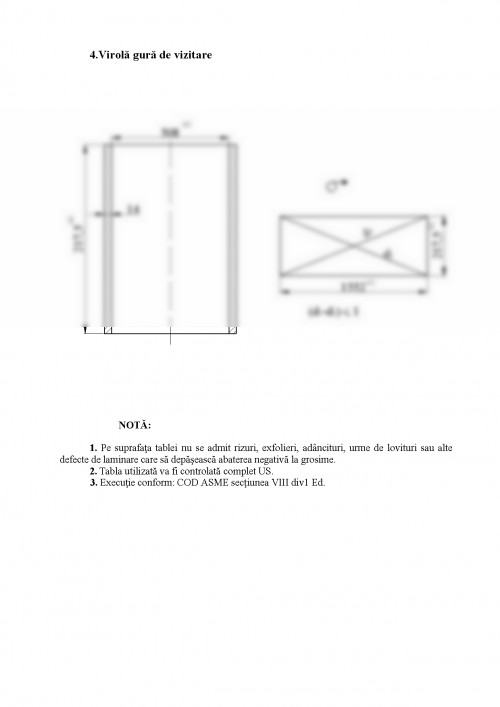
Recipientul este format din: 2 virole cilindrice; 2 funduri; 2 picioare de sustinere.
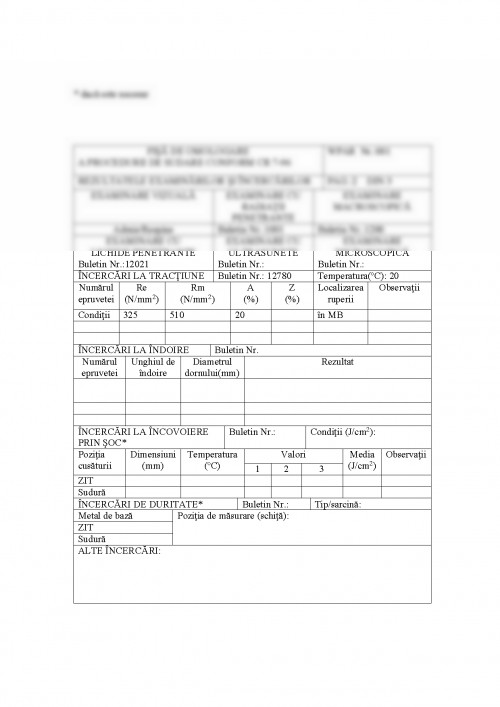
Temperatura de functionare 330 C Temperatura de proiectare. 450 C Durata de functionare 20 ani/fara intrerupere Presiunea de proiectare 35barr Presiunea de incercare 52, 5barr Volumul recipientului 22m3 Materialul folosit la constructia recipientului este un otel de tip K52 (este materialul folosit la realizarea tuturor partilor componente ale recipientului). Stabilirea clasei de executie Incadrarea imbinarilor sudate intr-una din cele cinci clase de executie se face functie de: calitatea otelului; nivelul si tipul solicitarilor; modul de solicitare a constructiei sudate; temperatura de exploatare; presiunea de lucru; agresivitatea mediului; grosimea elementelor imbinarii; Pentru realizarea recipientului am ales clasa de executie II. Clasele de executie a imbinarilor sudate prin topire a otelurilor sunt prezentate in STAS 9398-83. Acestea se noteaza prin cifre romane, conform STAS 735-79 si se prevad in documentatia de executie.
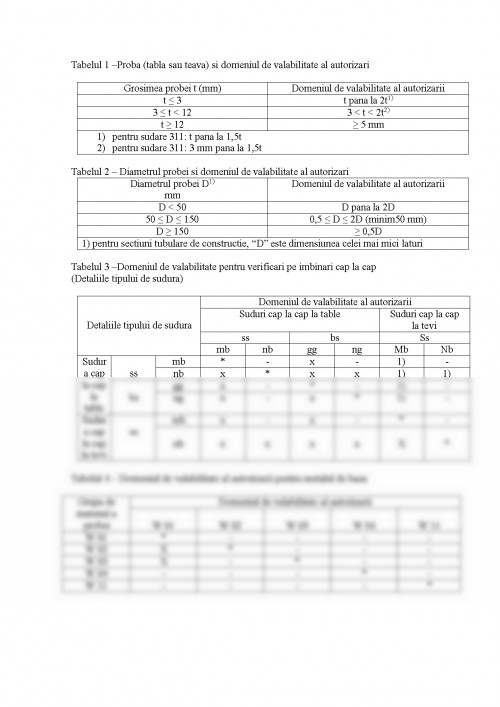
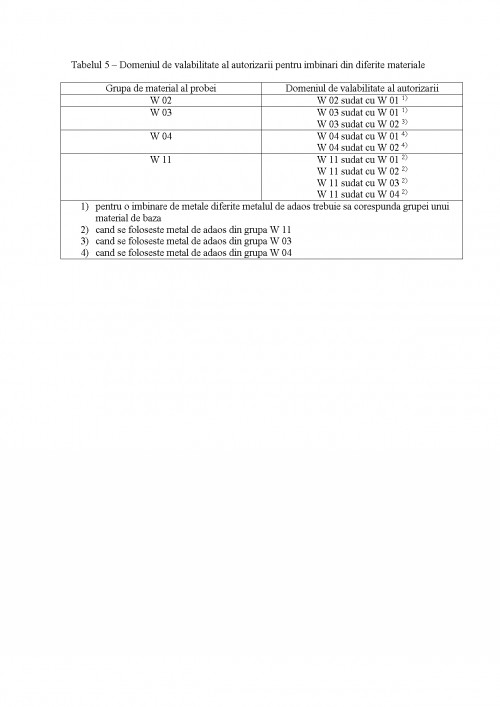
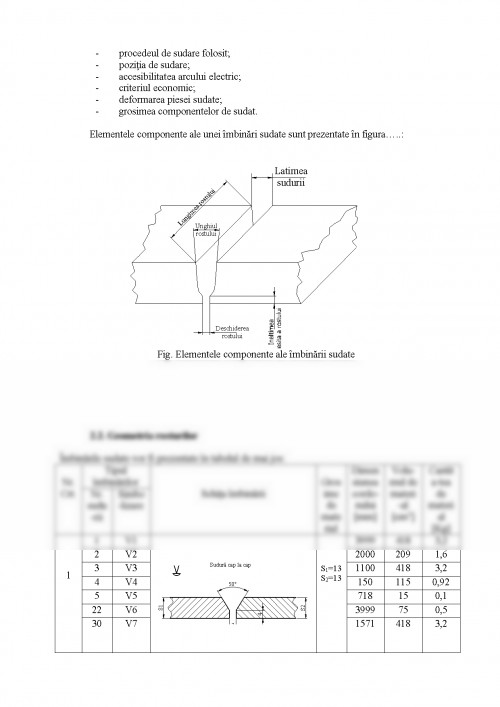
In standard sunt prevazute cinci clase de executie (I V), pentru care conditiile de calitate sunt stabilite functie de: Materiale de sudat, pentru care conditiile tehnice de calitate si verificari sunt: uzuale pentru toate cele cinci clase, conform standardelor de materiale de sudare in vigoare; suplimentare, pentru clasa II se verifica fisurabilitatea controlata prin incercari, conform STAS 10221-83 (la cald) si STAS 10882-84 (la rece) Tipul imbinarii, conform tabelelor 1. 2. 1 si 1. 2. 2. Tabel 1. 2. 1 Tabel 1. 2. 2. c) Pregatirea pieselor in vederea sudarii, care se face conform standardelor si documentatiei tehnice a produsului.
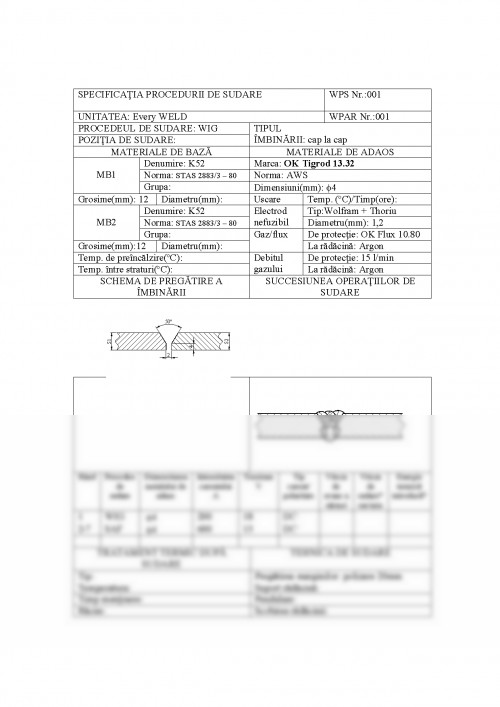
Pregatirea rostului, care se face tinand cont de urmatoarele indicatii: debitarea si prelucrarea mecanica se admite pentru toate clasele; pentru clasa II debitarea si tratamentul termic se admit cu conditia indepartarii zonei influentate termic (ZIT) prin prelucrare mecanica; modul si conditiile de prindere provizorie in vederea sudarii se stabilesc in documentatia de executie; este obligatoriu curatirea rostului de oxizi, bavuri sau alte defecte provenite de la executarea acestuia prin taiere.
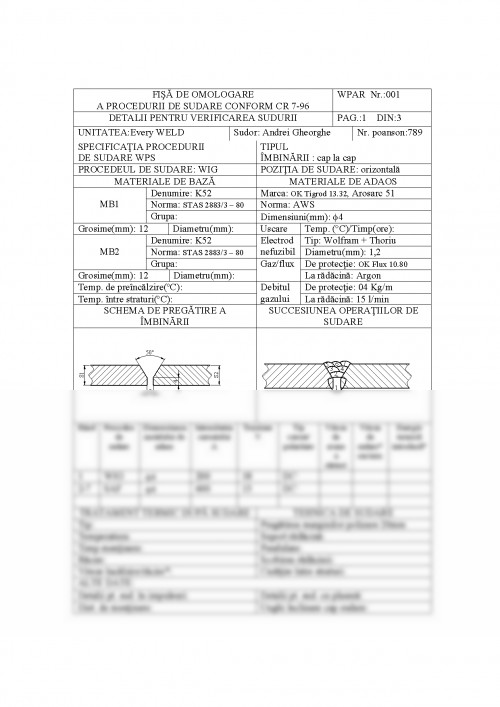
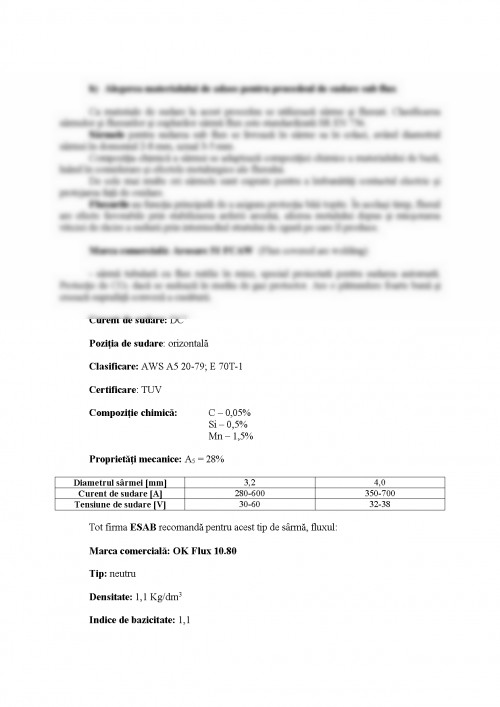
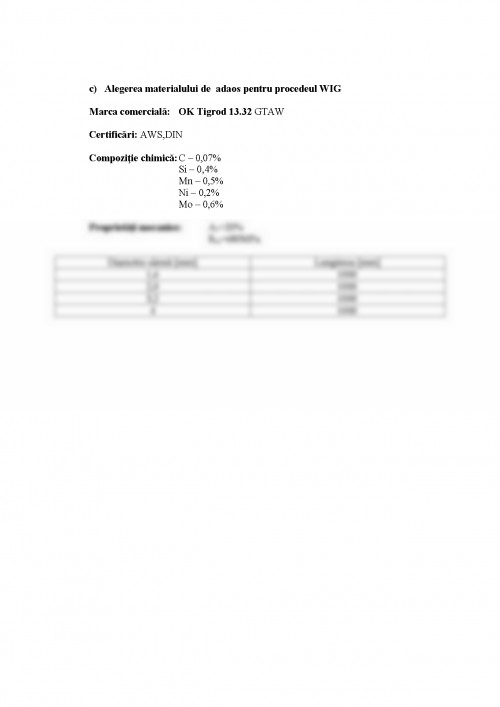
Tehnologia de sudare, care se executa conform documentatiei tehnologice a produsului, pentru clasa II, neomitandu-se urmatoarele prescriptii tehnologice: ...
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.