1. Notiuni de bază
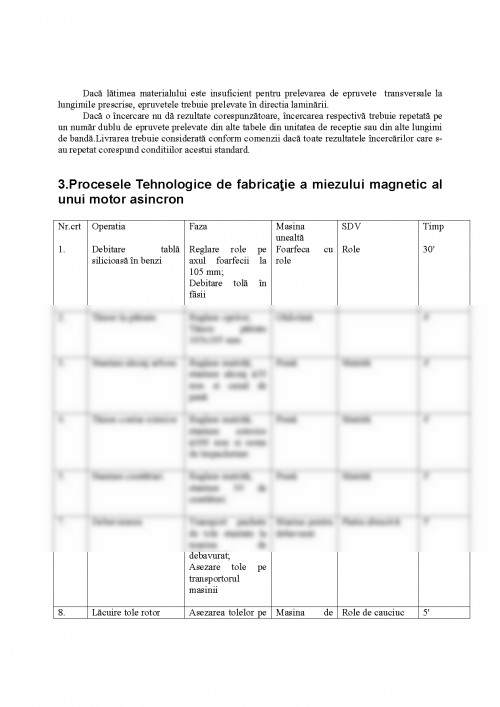
Majoritatea produselor in Ingineria Electrica sunt construite din table, benzi sau profile speciale prelucrate cu ajutorul masinilor unelte universale si trec prin procesele tehnologice aferente.Fluxul tehnologic este continuu, astfel tabla ce intra pe banda de productie,trece prin procese tehnologice succesive(taiere, stantare,debavurare, etc) pana ajunge la produsul final,de exemplu , tola.
2. Standardul SR EN 10106:2001
Standardul SR EN 10106 defineste calitătile de table si benzi magnetice din otel cu grăunti neorientati, laminate la rece, cu grosimi de 0.35 mm, 0.50 mm, 0.65 mm si 1.00 mm. Pentru mărcile de otel prezentate în standard, simbolizarea alfanumerică cuprinde:
— litera M pentru oțel magnetic;
— de o sută de ori valoare maximă specifică a pierderilor specifice totale la 1,5T la 50 Hz în watti pe kilogram si corespunătoare grosimii nominale a produsului;
— de o sută de ori grosimea nominală a materialului, în milimetri;
— litera A pentru tablă sau bandă magnetică cu grăunti neorientati livrate în stare finită.
Materialul poate fi livrat fie fără izolatie sau cu izolatie pe o parte sau pe ambele părti. Dacă materialul e izolat, natura izolatiei, proprietătile acesteia si factorul de spatiu si verificările lor trebuie să facă obiectul unui acord la momentul cererii si al comenzii.
Suprafata materialului trebuie să fie curată, lipsită de grăsime si rugină.Defectele izolate, precum adânciturile, sunt permise dacă sunt în limita tolerantelor impuse.
Materialul trebuie să fie apt pentru a fi tăiat sau stantat fără a cauza o uzură permanentă a sculelor.În cazul unor conditii speciale pentru decupare sau stantare, acestea trebuie stabilite de comun acord între producator si cumpărător.
Valorile minime garantate ale pierderilor magnetice pentru câmpurile magnetice cu intensităti de 2500 A/m, 5000 A/m si 10000 A/m, trebuie determinate în câmp magnetic alternativ la 50 Hz.
Grosimile minime ale produselor sunt 0.35 mm, 0.50 mm, 0.65 mm, 1.00 mm. Pentru tolerantele la grosime se distinge:
— toleranta admisă la grosimile nominale din cadrul aceleiasi unităti de receptie;
— diferenta de grosime a unei table sau unei benzi pe o directie paralelă cu directia de laminare;
— diferenta de grosime în directie perpendiculară fată de directia de laminare.
Ecartul admis la grosimea nominală în cadrul aceleiati unităti de receptie trebuie să fie de -8% sau +8% din valoarea nominală pentru grosimi de 0.35 mm si 0.50 mm si de -6% sau +6% din valoarea nominală pentru grosimi de 0.65 mm si 1.00 mm. Supraînăltarea suduri în raport cu grosimea măsurată nu trebuie să depăsească 0.050 mm.
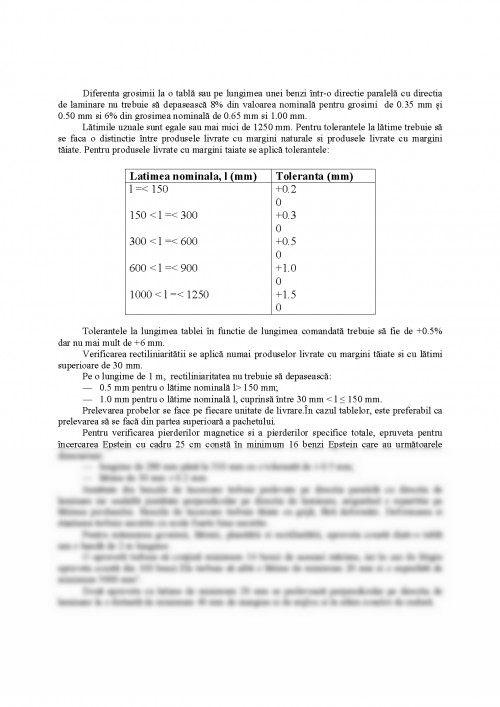
Diferenta grosimii la o tablă sau pe lungimea unei benzi într-o directie paralelă cu directia de laminare nu trebuie să depasească 8% din valoarea nominală pentru grosimi de 0.35 mm și 0.50 mm si 6% din grosimea nominală de 0.65 mm si 1.00 mm.
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.