Generalităţi.
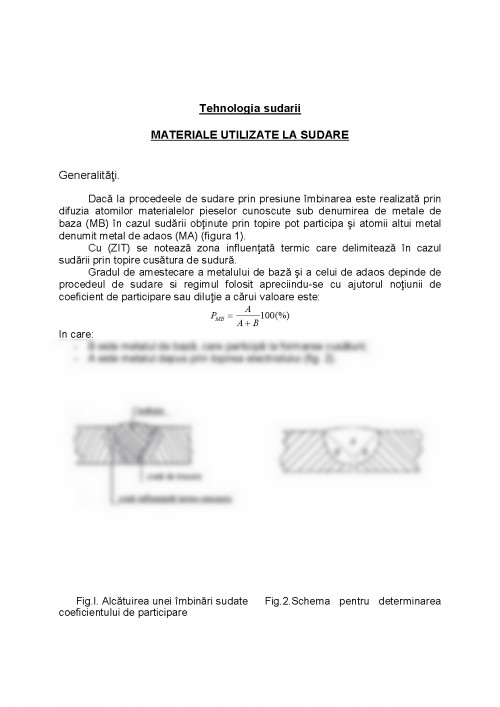
Dacă la procedeele de sudare prin presiune îmbinarea este realizată prin difuzia atomilor materialelor pieselor cunoscute sub denumirea de metale de baza (MB) în cazul sudării obţinute prin topire pot participa şi atomii altui metal denumit metal de adaos (MA) (figura 1).
Cu (ZIT) se notează zona influenţată termic care delimitează în cazul sudării prin topire cusătura de sudură.
Gradul de amestecare a metalului de bază şi a celui de adaos depinde de procedeul de sudare si regimul folosit apreciindu-se cu ajutorul noţiunii de coeficient de participare sau diluţie a cărui valoare este:
In care:
- B este metalul de bază, care participă la formarea cusăturii;
- A este metalul depus prin topirea electrodului (fig. 2).
Fig.l. Alcătuirea unei îmbinări sudate Fig.2.Schema pentru determinarea coeficientului de participare
Metalul de bază
Alegerea metalului de bază pentru realizarea îmbinărilor sudate se face în funcţie de condiţiile de exploatare, de tehnologia de execuţie şi de asigurarea unei eficiente economice cât mai ridicate.
In prezent structurile sudate sunt realizate în cea mai mare parte din oţeluri carbon şi
aliate, precum şi din aliaje din aluminiu, titan etc. Dintre acestea oţelul este materialul cu cea mai
frecventă utilizare ocupând în prezent cea mai mare pondere în realizarea îmbinărilor sudate.
Dintre diferitele sorturi de oţeluri folosite menţionează: oţeluri pentru structuri sudate, oţeluri
aliate, oţeluri placate.
Oţelurile pentru structuri sudate sunt destinate realizării unei game largi construcţii sudate solicitate proponderent mecanic, la temperaturi intre +50 si -500C. Dintre structurile aceste oţeluri se menţionează poduri, ferme, recipiente de stocare a fluidelor, vehicule rutiere, material rulant, nave, instalaţii de ridicat şi de transportat construcţii civile si industriale etc.
Această categorie mare de oţeluri, preponderentă în producţia de structuri sudate pe plan mondial, se notează cu OL.S.
în general, oţelurile pentru structurile sudate trebuie sa îndeplinească o serie de condiţii:
- să aibă caracteristici mecanice ridicare pentru a putea prelua în condiţii bune solicitările la care sunt supuse;
sa aibă un preţ de cost cât mai scăzut, având în vedere că acestea sunt utilizate în cantităţi foarte mari la realizarea construcţiilor sudate; să poată fi sudate în condiţii tehnologice si economice avantajoase. Oţelurile pentru structuri sudate se pot clasifica în două mari grupe:
- oţeluri nealiate, cu un conţinut scăzut de carbon:
- oţeluri slab aliate.
Oţeluri nealiate. Compoziţia chimică a oţelurilor nealiaţe ,e.şte cuprinsă limitele:JC < si, 0,20%, Mn=0,3.,.0,8%, Si = 0,03,.,0,6%, S si P <0,04% sau S+P< 0,07%. Caracteristicile mecanice ale oţelurilor nealiate sunt cuprinse în limitele:
Structura oţelurilor nealiate este ferito-perlitică cu grăunţi de ferita în reţea de perlită. Dimensiunile grăunţilor influenţează plasticitatea care creşte în caz grăunţilor fini. Fineţea lamelelor de perlita conduce la creşterea durităţii oţelului.
UNIVERSITATEA”VASILE ALECSANDRI” DIN BACĂU
FACULTATEA DE INGINERIE
SPECIALIZARE : INGINERIE SI MANAGEMENT IN DOMENIUL MECANIC
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.