Stantarea de precizie
1. Consideratii generale privind stantarea de precizie
Caracteristicile principale ale procesului de stantare de precizie sunt:
- crearea unei stari de compresiune spatiala a materialului în zona de taiere;
- utilizarea unor viteze de taiere cuprinse între 4 si 15 mm/s, mult mai reduse comparativ cu vitezele de la stantarea obisnuita;
- utilizarea unor jocuri foarte mici între elementele active, uneori nule sau chiar negative.
Prin acest procedeu pot fi prelucrate majoritatea materialelor utilizate în procesele de deformare plastica la rece. Cel mai prelucrat este otelul nealiat, cu un continut de carbon de pâna la 0,25 % dar, din materiale subtiri, s-au prelucrat si oteluri având acest continut de pâna la 0,95 %.
Se poate spune ca materialele cele mai adecvate prelucrarii prin stantare de precizie sunt acelea care au rezistenta la rupere si limita de curgere scazute si alungirea mare. Tablele din otel moale se prelucreaza bine daca rezistenta la rupere nu depaseste 500-600 Mpa iar, prin masuri speciale, limita superioara, în cazul unor grosimi de tabla sub 3 mm, poate fi extinsa pâna la 800 Mpa.
Datorita faptului ca procedeele de stantare de precizie se bazeaza pe comprimarea spatiala a materialului, se impun conditii severe cu privire la abaterile grosimii tablelor. Variatii mari ale grosimii conduc la obtinerea unor stari de eforturi neuniforme de-a lungul conturului de taiere, cu repercusiuni asupra calitatii suprafetei de taiere.
Stantarea de precizie permite obtinerea unor piese caracterizate de precizii dimensionale si de forma ridicate, corespunzatoare claselor IT6...IT8. Calitatea suprafetelor de taiere rezulta deosebit de buna, comparativ cu cea obtinuta prin rectificare fina. Se pot obtine rugozitati de Ra=0,32...0,63 ¼m. În plus, suprafata de taiere rezulta perpendiculara pe suprafata tablei, iar piesele sunt plane, nefiind nevoie de operatii suplimentare de îndreptare.
Procedeul mai permite reducerea însemnata a costurilor de productie, consumului de materiale si energie, precum si marirea productivitatii muncii.
Stantarea de precizie se poate realiza fie cu ajutorul unor stante speciale, actioante de prese obisnuite, fie cu ajutorul unor stante speciale, actionate de prese speciale, cu tripla actiune. Utilizarea preselor obisnuite pentru stantarea de precizie este însa mult mai redusa. Dezvoltarea utilizarii preselor cu tripla actiune se datoreaza în special calitatii si preciziei ridicate obtinute la piesele stantate, cu toate ca sunt utilaje scumpe si lucreaza cu stante dificil de realizat fizic.
2. Metode de stantare de precizie
2.1. Stantarea cu elemente active cu muchii rotunjite
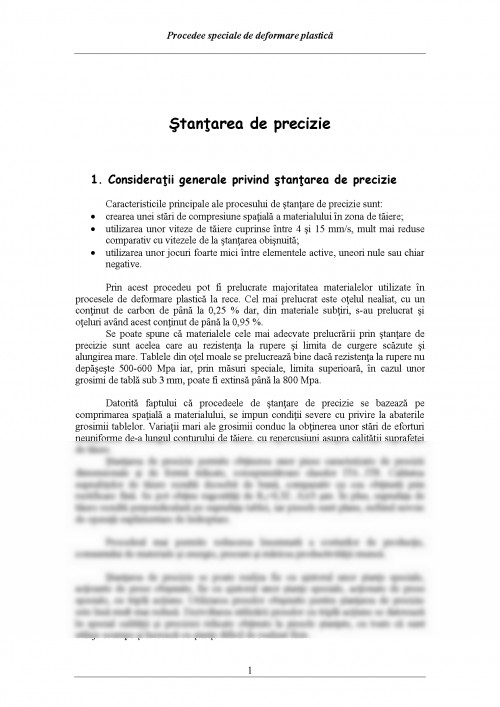
Stantarea cu elemente active cu muchii rotunjite se bazeaza pe întârzierea formarii fisurilor de forfecare în timpul patrunderii poansonului în material. Schimbarea geometriei muchiei taietoare conduce la schimbarea distributiei tensiunilor si deformatiilor în zona de taiere. Ca urmare, se obtine un aspect mult îmbunatatit al suprafetei de taiere, crescând latimea zonei cu suprafata neteda, comparativ cu cea de ruptura.
Metoda se recomanda pentru oteluri moi si aliaje neferoase si numai unul dintre elementele active trebuie sa aiba muchia rotunjita. Astfel, placa activa va avea muchia rotunjita în cazul decuparii (fig.2.1,a) si poansonul, în cazul perforarii (fig.2.1,b).
a. b.
Fig. 2.1. Elemente active cu muchii rotunjite
Valoarea razei de rotunjire redinde de grosimea materialului prelucrat si are valori cuprinse în intervalul (0,05...0,1)g.
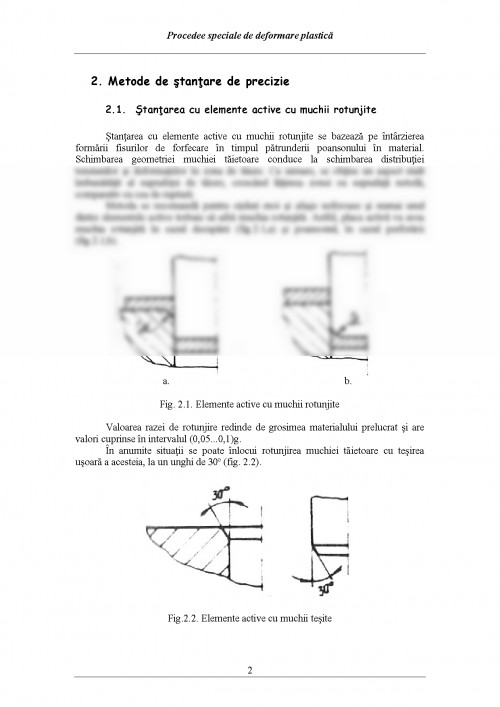
În anumite situatii se poate înlocui rotunjirea muchiei taietoare cu tesirea usoara a acesteia, la un unghi de 30º (fig. 2.2).
Considerati generale privind stantarea de precizie
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.