1. Generalitaţi
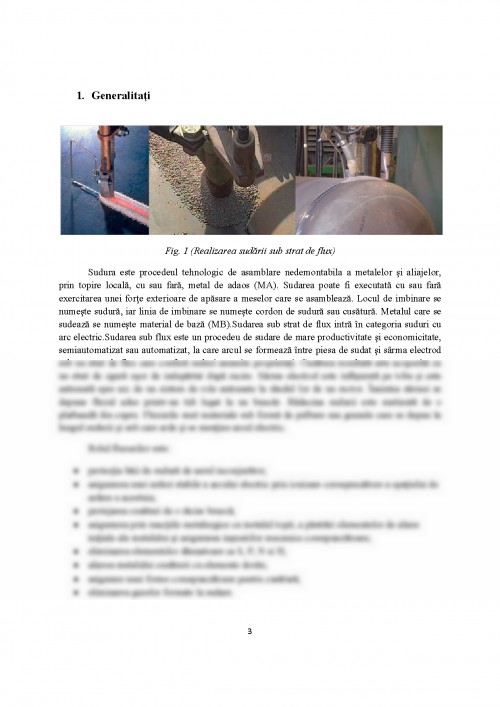
Fig. 1 (Realizarea sudării sub strat de flux)
Sudura este procedeul tehnologic de asamblare nedemontabila a metalelor şi aliajelor, prin topire locală, cu sau fară, metal de adaos (MA). Sudarea poate fi executată cu sau fară exercitarea unei forţe exterioare de apăsare a meselor care se asamblează. Locul de imbinare se numeşte sudură, iar linia de imbinare se numeşte cordon de sudură sau cusătură. Metalul care se sudează se numeşte material de bază (MB).Sudarea sub strat de flux intră în categoria suduri cu arc electric.Sudarea sub flux este un procedeu de sudare de mare productivitate şi economicitate, semiautomatizat sau automatizat, la care arcul se formează între piesa de sudat şi sârma electrod sub un strat de flux care conferă suduri anumite proprietaţi. Cusătura rezultată este acoperită cu un strat de zgură uşor de indepărtat după racire. Sârma electrod este infăşurată pe toba şi este antrenată spre arc de un sistem de role antrenate la rândul lor de un motor. Înaintea sârmei se depune fluxul adus printr-un tub legat la un buncăr. Rădacina sudurii este sustinută de o platbandă din cupru. Fluxurile sunt materiale sub formă de pulbere sau granule care se depun în lungul sudurii şi sub care arde şi se menţine arcul electric.
Rolul fluxurilor este:
• protecţia băii de sudură de aerul inconjurător;
• asigurarea unei arderi stabile a arcului electric prin ionizare corespunzătore a spaţiului de ardere a acestuia;
• protejarea cusături de o răcire bruscă;
• asigurarea prin reacţiile metalurgice cu metalul topit, a păstrări elementelor de aliere iniţiale ale metalului şi asigurarea inşusirilor mecanice corespunzătoare;
• eliminarea elementelor dăunatoare ca S, P, N si H;
• alierea metalului cusăturii cu elemente dorite;
• asigurare unei forme corespunzătoare pentru cusătură;
• eliminarea gazelor formate la sudare.
Pentru realizarea celor de mai înainte, fluxurile trebuie să indeplinească condiţiile:
• zgură compactă şi suficient de fluidă;
• densitatea mult mai mică decât a materialului cusăturii pentru a rămâne deasupra acestuia;
• temperatura de topire şi solidificare să fie aceiaşi cu a materialului care se sudează;
• să nu oxideze materialul de bază şi cel de adaos;
• intervalul de solidificare să fie cât mai scurt;
• să nu dezvolte gaze nocive la topire.
Fluxurile utilizate la sudarea sub flux se pot clasifica după diverse criterii:
• după modul de fabricare:
- topite, la care componentele sunt topite împreună, apoi granulate;
- ceramice, la care componentele sunt amestecate mecanic între ele;
- sinterizate, asemănatoare cu cele ceramice, dar mai puţin higroscopice şi mai rezistente la făramiţare;
- amestecate;
- topite cu ceramice;
- alte combinaţii.
• după aspect:
- sticloase;
- poroase.
• după variaţia vâscozitaţii la răcire:
- lungi;
- scurte.
• după reacţiile chimice:
- acide;
- bazice.
Avantajele sudării sub flux fată de sudarea manuala cu arcul electric sunt:
• protecţia bună contra pătrunderi aerului in zona arcului electric;
• pătrundere adâncă, datorită dezvoltări sub efect Joule a călduri în spaţiu restrâns şi a densitaţi mari de curent;
• productivitatea munci mai ridicată de 5-20 de ori decât la sudarea manualăcu arcul electric cu electrozi înveliţi;
• probabilitate mică de formare a defectelor ( incluziuni de zgură, goluri etc);
• reducerea preţului de cost ca urmare a micşorari consumului de material şi a reduceri costului teşirii tablelor, precum şi energieielectrice consumate cu 30-40%;
• eliminarea factorilor legaţi de îndemânarea sudorilor şi uşurarea muncii acestora;
• eliminarea cheltuielilor pentru materiale de protecţie împotriva emisiei de raze şi lumină a arcului electric.
Dezavantajele procedeului constau în:
• necesitatea unei prelucrari precise a rostului, mai mare decât la sudarea manuală;
• imposibilitatea supravegheri arcului electric în procesul de ardere;
• costul ridicat al instalaţiilor de sudare;
• pretenţii mărite privind curăţirea suprafeţelor metalului de sudat.
2. Utilajele sudării sub flux
Orice aparat pentru sudarea automată sub flux trebuie să indeplinească urmatoarele condiţii:
• înaintarea sârmei de sudare spre piesa de sudat;
• deplasarea aparatului de sudare de-a lungul cusăturii;
• alimentarea cu curent a sârmei de sudare;
• alimentarea cu gaze protectoare a zonei sudurii.
Dacă una din operaţile de mai sus lipseşte avem de-a face cu un semiautomat.
2.1. Scheme dereglare a vitezei de avans a sârmei de sudare
Schemele cele mai utilizate privind reglarea vitezei de avans a sârmei se pot clasifica în trei grupe:
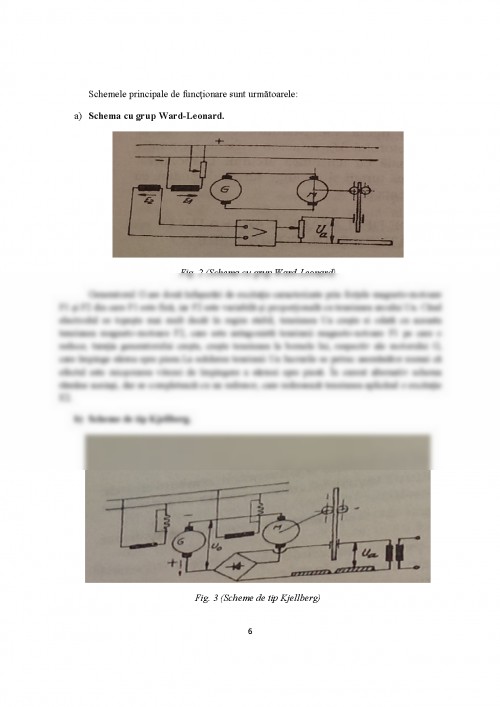
• scheme cu grup Ward-Leonard;
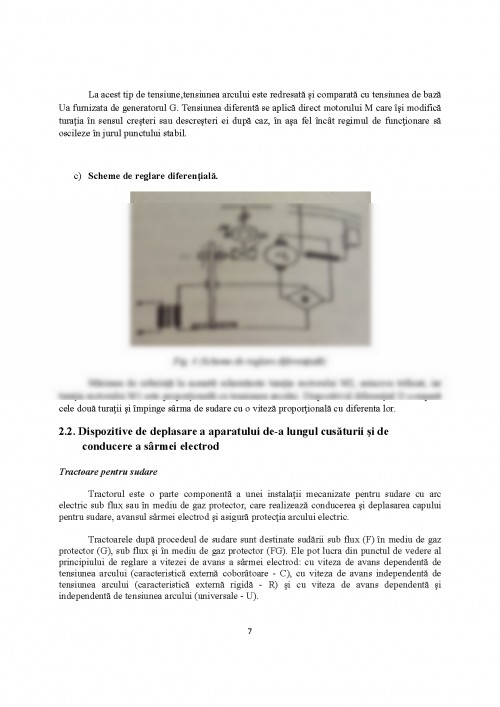
• scheme de tip Kjellberg;
• scheme diferenţiale.
1. Cohal,V. - Echipamente pentru sudare. Îndrumar de laborator, Editura TEHNICA-INFO, Chişinău, 2001.
2. Cohal, V. - Echipamente pentru sudare, Editura TEHNICA-INFO, Chişinău, 2001.
3. http://biblioteca.regielive.ro/proiecte/mecanica/sudarea-sub-strat-de-flux-105841.html
4. http://www.scribd.com/doc/145103338/Sudarea-Sub-Strat-de-Flux
5. http://www.allmetalworking.com/news-center/it-product-news-detail-Tandem-Twin-Welding--216.html
6. http://www.twi-global.com/technical-knowledge/job-knowledge/equipment-for-submerged-arc-welding-016/
7. http://lwhf.en.alibaba.com/product/978272571-212385924/saw_flux.html
TCM IASI
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.