ANALIZA STATISTICA A PRECIZIEI DIMENSIONALE LA PIESELE DIN PRODUCTIA DE SERIE PRIN DETERMINAREA PROCENTULUI DE PIESE BUNE SI REBUTURI.
I.SCOPUL LUCRARII.
Familiarizarea studentilor cu calculul statistic utilizat pentru aprecierea numarului de piese bune si rebut in cadrul unui lot de piese.
II.CONSIDERATII GENERALE.
Pentru a studia erorile intimplatoare de prelucrare se presupune ca s-au executat ,,n'' piese la dimensiunea prescrisa N unde:
N = dimensiunea nominala;
as = abaterea superioara;
ai = abaterea inferioara.
T = as - ai , reprezinta cimpul de toleranta.
Facindu-se masuratorile celor ,,n`` piese se obtin ,,n`` valori diferite, sau unele egale intre ele. Aceste valori in ordinea masurarii se trec intr-un tabel care sta la baza calculelor statistice. In cazul erorilor de masurare, se presupune ca se fac ,,n'' masurari pentru un lot de ,,n'' piese, cu dimensiunea prescrisa, sau se fac ,,n'' masuratori in diverse puncte ale aceleiasi piese si se intocmeste un tabel cu ,,n'' valori.
Calculul statistic este acelasi in ambele cazuri. In calcule se poate folosi si valoarea N a cotei nominale, dar pentru usurinta calculelor aceasta cota se poate neglija, lucrindu-se doar cu abaterile.
III.MODUL DE LUCRU.
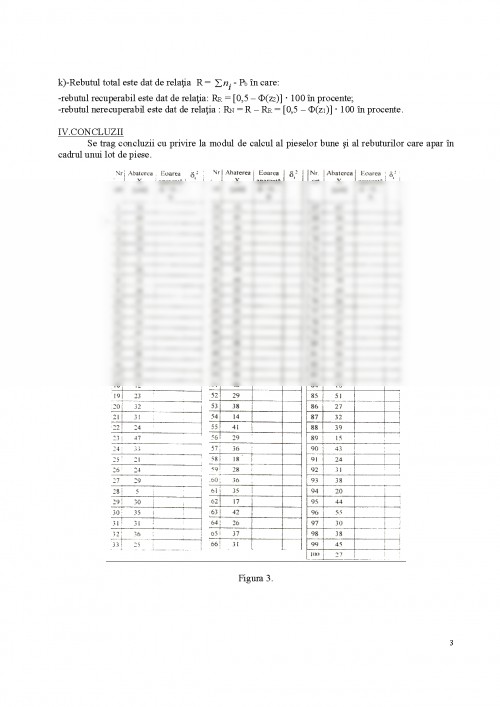
In aceasta lucrare presupunem ca s-au prelucrat n = 100 arbori la diametrul 80 si abaterile fata de cota nominala N = 80 sint trecute in tabelul din figura 3. Se cere numarul de piese bune (care se inscriu in cimpul de toleranta) si numarul de piese rebut (recuperabil si nerecuperabil).
Se procedeaza astfel:
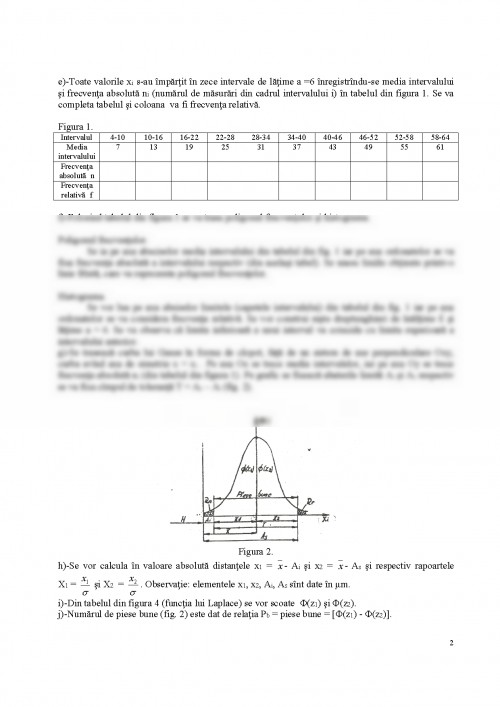
a)-Abaterile fata de cota nominala sint trecute cu notatia xi (in ?m) in tabelul din figura 3. Se calculeaza si media aritmetica a tuturor citirilor adica .
b)-Se calculeaza erorile intimplatoare aparente cu formula = .
c)-Se calculeaza si media aritmetica a erorilor adica M = , pentru a verifica
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.