Cap.I. NOŢIUNI GENERALE PRIVIND ALEGEREA MATERIALELOR ŞI
PROIECTAREA PIESELOR TURNATE
Turnarea reprezintă metoda tehnologică de fabricaţie a unei piese prin solidificarea unei
cantităţi determinate de metal lichid, introdus într-o cavitate de configuraţie şi dimensiuni
corespunzătoare unei forme de turnare.
Turnarea este o metodă de semifabricare a pieselor, supuse ulterior prelucrărilor mecanice
prin aşchiere pentru a fi aduse la condiţiile tehnice finale.
În practică, se constată că din punctul de vedere al greutăţii, 50…70% din totalitatea
pieselor utilizate în construcţia de maşini se obţin din semifabricate turnate. În funcţie de
materialele utilizate, structura pieselor turnate este aproximativ: 8% din oţel, 73% din fontă cu
grafit lamelar; 5% din fontă cu grafit nodular; 7% din fontă maleabilă; 7% aliaje neferoase.
În general, fabricaţia pieselor turnate, din punctul de vedere al terminologiei, a întocmirii
documentaţiei tehnologice etc., este reglementată prin standarde.
Fazele tehnologice necesare realizării unei piese turnate sunt următoarele:
- executarea modelului;
- prepararea amestecului de formare;
- executarea formelor;
- executarea miezurilor;
- uscarea formei (dacă este cazul) şi a miezurilor;
- controlul, repararea şi asamblarea formei;
- elaborarea aliajului;
- turnarea aliajului;
- dezbaterea pieselor din formă şi finisarea lor;
- controlul şi recepţia.
Prin turnare se pot obţine piese oricât de complicate, lucru care nu este posibil prin nici un
alt proces tehnologic (laminare, forjare, matriţare, sudare etc.), piesa turnată având dimensiuni
foarte apropiate de cele ale piesei finite.
Dacă la fabricarea unei piese de complexitate medie aşchiile reprezintă 75% din masa
piesei în cazul pieselor forjate liber şi 50% în cazul forjării în matriţă, la piesele turnate din oţel
această pierdere de material reprezintă cca 30…40%, iar la cele din fontă numai 20%.
1.3. Alegerea materialului pentru piesele turnate
Alegerea materialului din care se toarnă piesa se face în funcţie de condiţiile de mediu şi
solicitările la care lucrează piesa. În continuare se vor prezenta principalele caracteristici ale
aliajelor de turnătorie.
1.1.1.Aliaje feroase prelucrabile prin turnare
1.1.1.1.Fonte de turnătorie
Fontele utilizate în industrie pentru turnarea pieselor pot fi clasificate după trei criterii mai
importante:
a. poziţia faţă de eutectic;
b. cantitatea de grafit;
c. forma grafitului.
a. Poziţia faţă de eutectic este dată de gradul de saturaţie în carbon S C =
care C t este conţinutul de carbon total al fontei determinat pe cale chimică; C C - conţinutul de
carbon eutectic (corespunde punctului C din diagrama de echilibru).
Valoarea lui C C este influenţată de compoziţia fontei:
CC = 4,3 – 0,3 (Si + P) + 0,3 Mn – 0,4 S
În funcţie de valorile lui S C fontele de turnătorie pot fi
- hipoeutectice, S C <1,0;
- eutectice, S C =1,0;
- hipereutectice, S C >1,0.
b. Cantitatea de grafit.Carbonul se poate găsi în fontă sub formă de: carbon legat chimic –
cementita (C leg ); carbon liber, nelegat – grafit (C gr ); carbon dizolvat în soluţie solidă (austenită
şi ferită) (C sol ).
Carbonul total, C t = C leg + C gr + C sol .
Funcţie de valorile lui C leg şi C gr întâlnim:
-fonte cenuşii (F c ) la care C gr >0; 0 ≤ C leg ≥C s , în care C s este carbonul corespunzător
punctului (S) din diagrama Fe-C, respectiv carbonul din perlită;
-fonte pestriţe (F p ), la care C s < C leg < C t , iar C gr >0;
-fonte albe (F a ), la care C leg = C t , iar C gr =0.
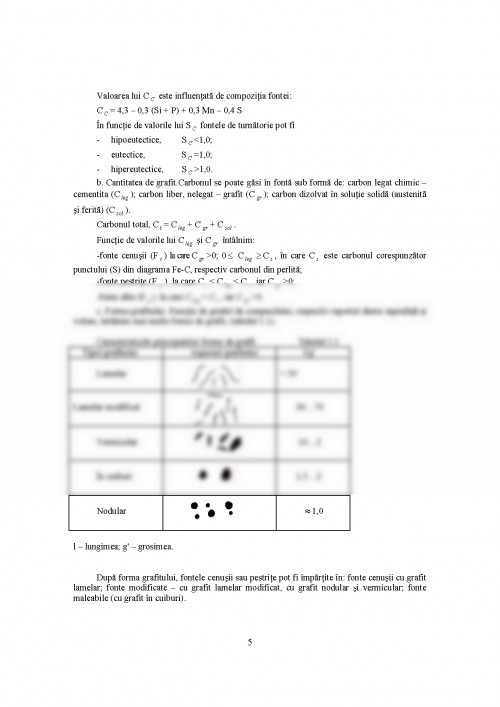
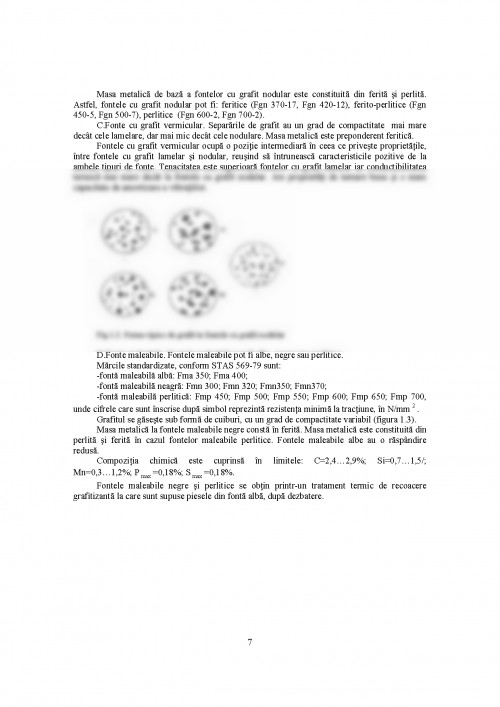
c. Forma grafitului. Funcţie de gradul de compactitate, respectiv raportul dintre suprafaţă şi
volum, întâlnim mai multe forme de grafit, (tabelul 1.1).
Caracteristicile principalelor forme de grafit Tabelul 1.1
Tipul grafitului Aspectul grafitului l/g'
Lamelar
< 50
Lamelar modificat
30…70
Vermicular
10…2
În cuiburi
1,5…2
Nodular
≈ 1,0
l – lungimea; g' – grosimea.
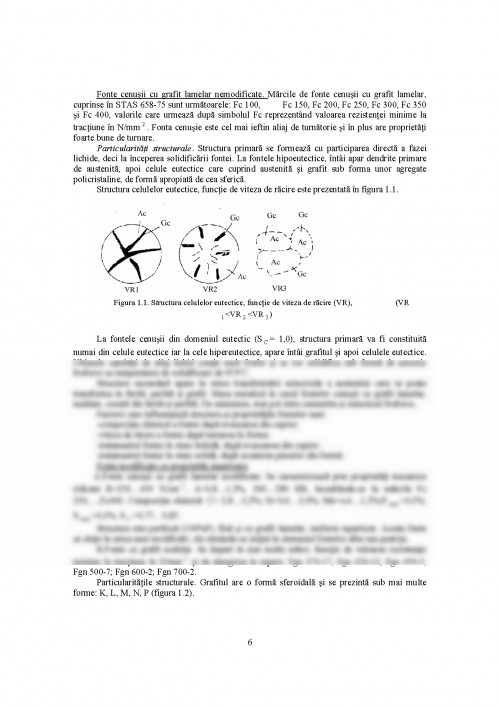
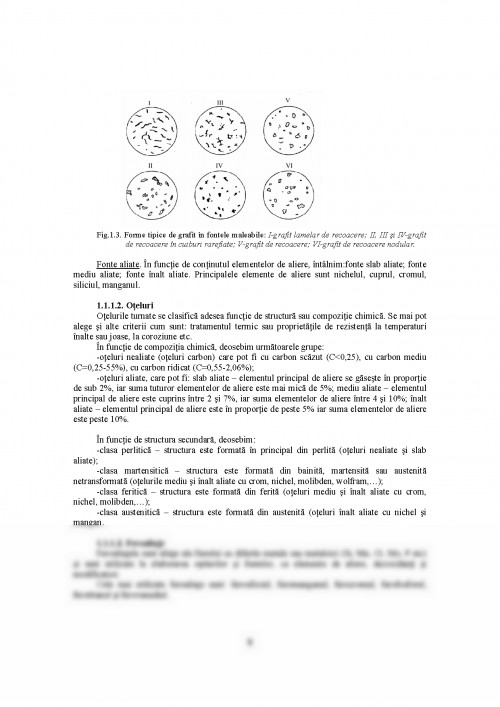
După forma grafitului, fontele cenuşii sau pestriţe pot fi împărţite în: fonte cenuşii cu grafit
lamelar; fonte modificate – cu grafit lamelar modificat, cu grafit nodular şi vermicular; fonte
maleabile (cu grafit în cuiburi).
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.