Disciplina tolerante si masuratori tehnice(control tehnic) are un rol important tn pregatirea viitorilor ingineri, specialisti in tehnologia constructiilor de masini. Ea face apel la desen tehnic,algebra, probabilitati si statistica matematica,furnizand cunostinte si aplicandu-se, fara exagerare, in toate disciplinele de specialitate:organe de masini ,tehnologia constructiilor de masini,tehnologia presarii la rece,proiectarea sculelor aschietoare,proiectarea dispozitivelor,e.t.c
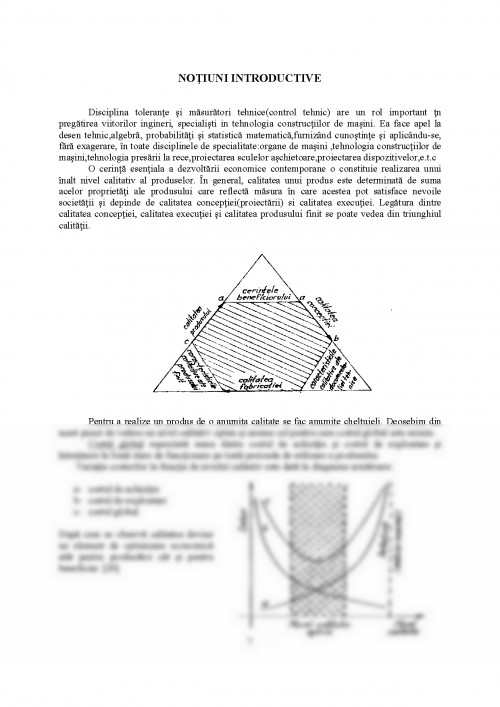
O cerinta esentiala a dezvoltarii economice contemporane o constituie realizarea unui inalt nivel calitativ al produselor. In general, calitatea unui produs este determinata de suma acelor proprietati ale produsului care reflecta masura in care acestea pot satisface nevoile societatii si depinde de calitatea conceptiei(proiectarii) si calitatea executiei. Legatura dintre calitatea conceptiei, calitatea executiei si calitatea produsului finit se poate vedea din triunghiul calitatii.
Pentru a realize un produs de o anumita calitate se fac anumite cheltuieli. Deosebim din acest punct de vedere un nivel calitativ optim si anume cel pentru care costul global este minim.
Costul global reprezinta suma dintre costul de achizitie si costul de exploatare si intretinere in buna stare de functionare pe toata perioada de utilizare a produsului.
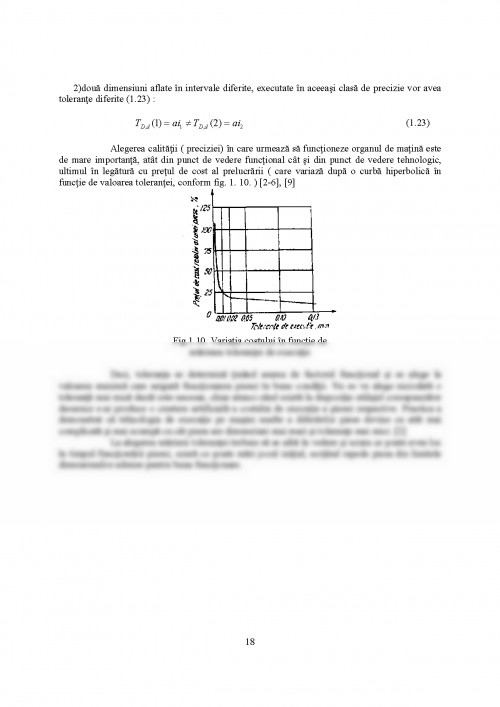
Variatia costurilor in functie de nivelul calitativ este data in diagrama urmatoare:
a- costul de achizitie
b- costul de exploatare
c- costul global
Dupa cum se observa calitatea devine un element de optimizare economica atat pentru producator cat si pentru beneficiar. [20]
NOTIUNI DESPRE INTERSCHIMBABILITATE
Interschimbabilitatea, aparuta odata cu dezvoltatrea productiei de serie mare si de masa, este o problema complexa de proiectare, executie si control, caracterizata prin proiectarea pieselor, ansambluri sau subansambluri de a putea fi inlocuite cu altele de acelasi tip, fara o selectionare prealabila si fara prelucrari suplimentare de ajustare la montaj, cu conditia indeplinirii integrale a rolului lor functional.[1-5], [6], [8-9]
In general ,interschimbabilitatea nu se refera numai la parametrii geometrici, ci la toti parametrii ce conditioneaza indeplinirea rolului functional al pieselor si ansamblurilor(structura, rezistenta mecanica, e.t.c).In cadrul acestui curs ne vom ocupa numai de aspectul geometric al interschimbabilitatii.
Dupa posibilitatea de realizare, interschimbabilitatea poate fi:completa si incompleta(partiala).[1], [3-6], [8]
-interschimbabilitatea completa se refera la piesele sau produsele de acelasi fel, interschimbabile indiferent de data si locul fabricatiei sau utilizarii lor (exemplu: organe de masini normalizate pe plan international, suruburi si piulite, rulmenti e.t.c)
-interschimbabilitatea incompleta (partiala), intalnita mult mai des, este conditionata de data si locul fabricatiei, de perfectionarile aduse produselor, conditiile de exploatare e.t.c
Dupa tipul dimensiunilor la care se refera, interschimbabilitatea poate fi:exterioara si interioara.[4-6]
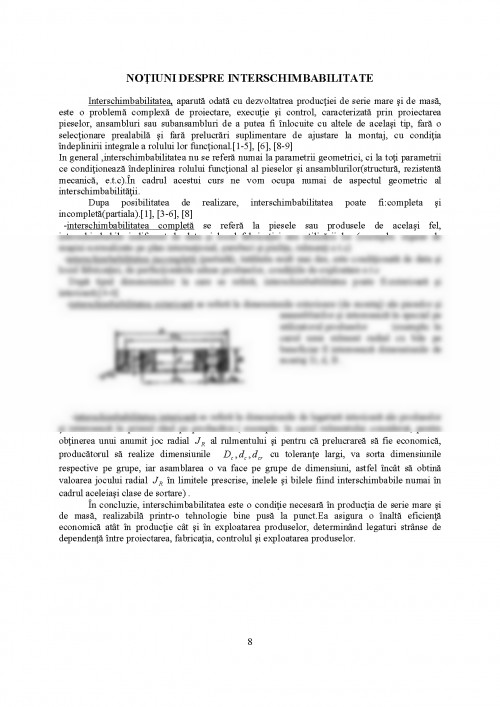
-interschimbabilitatea exterioara se refera la dimensiunile exterioare (de montaj) ale pieselor si ansamblurilor si intereseaza in special pe utilizatorul produselor (exemplu: in cazul unui rulment radial cu bile pe beneficiar il intereseaza dimensiunile de montaj D, d, B
-interschimbabilitatea interioara se refera la dimensiunile de legatura interioara ale produselor si intereseaza in primul rand pe producator.( exemplu: in cazul rulmentului considerat, pentru obtinerea unui anumit joc radial al rulmentului si pentru ca prelucrarea sa fie economica, producatorul sa realize dimensiunile cu tolerante largi, va sorta dimensiunile respective pe grupe, iar asamblarea o va face pe grupe de dimensiuni, astfel incat sa obtina valoarea jocului radial in limitele prescrise, inelele si bilele fiind interschimbabile numai in cadrul aceleiasi clase de sortare)
In concluzie, interschimbabilitatea este o conditie necesara in productia de serie mare si de masa, realizabila printr-o tehnologie bine pusa la punct.Ea asigura o inalta eficienta economica atat in productie cat si in exploatarea produselor, determinand legaturi stranse de dependenta intre proiectarea, fabricatia, controlul si exploatarea produselor.
1.PRECIZIA DIMENSIONALA
Calitatea unui produs va depinde de un complex de marimi dintre care parametrii geometrici, liniari si unghiulari, constituie factori de baza, carora in constructiile de masini li se acorda o deosebita atentie atat in faza de proiectare cat si in cea tehnologica.
Precizia de prelucrare si asamblare a organelor de masini este determinata de urmatorii factori: [1-2], [6], [8]
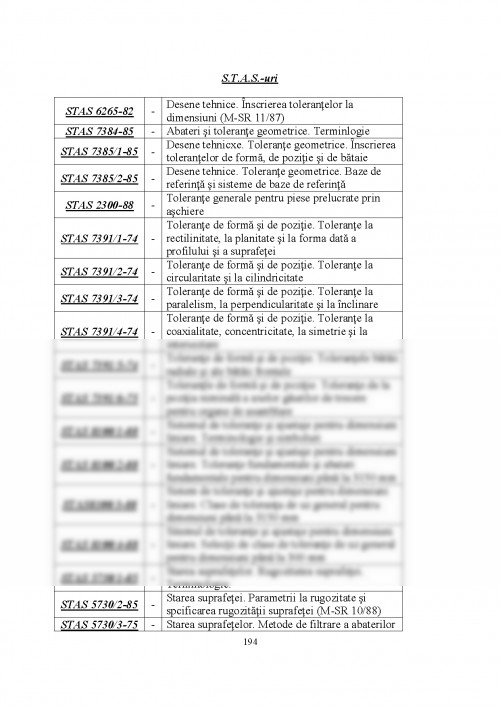
-precizia dimensionala (se prescrie prin tolerante la dimensiuni conform STAS 6265-82)
-precizie geometrica (se prescrie prin tolerante geometrice conform STAS 7384-85, STAS 7385/1,2-85)
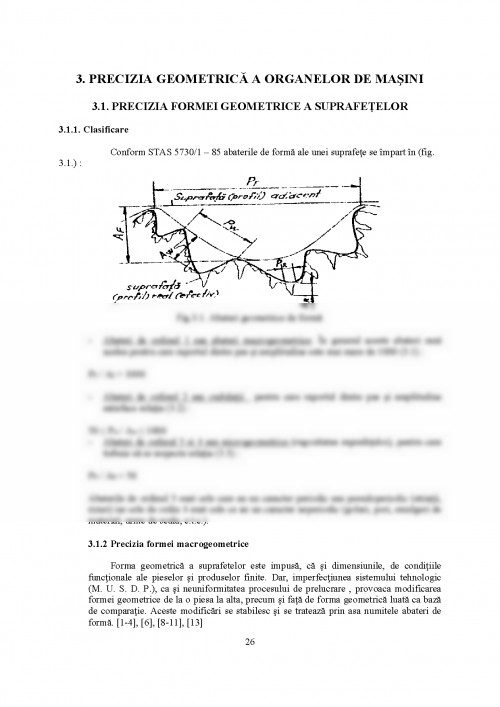
- precizia formei geometrice (se refera in general la elemente izolate)
-abateri de forma macrogeometrice (AF)
-ondulatii (W)
-abateri de forma microgeometrica, rugozitate (R)
- precizia de orientare, de bataie si de pozitie (AP) (se refera la elemente associate)
1.1. DIMENSIUNI, ABATERI, TOLERANTE
Executarea unei piese la o dimensiune riguros exacta este foarte greu de realizat. Pe de alta parte, practica arata ca o piesa isi poate indeplini rolul sau functional in bune conditii si daca dimensiunea acesteia este executata in anumite limite.[1], [3], [11], [13]
De exemplu, considerand o piesa cu un alezaj in care trebuie sa se roteasca un arbore de o anumita dimensiune, ansamblul celor doua piese functioneaza aproximativ la fel de bine pentru o gama apropiata de valori ale alejajului.
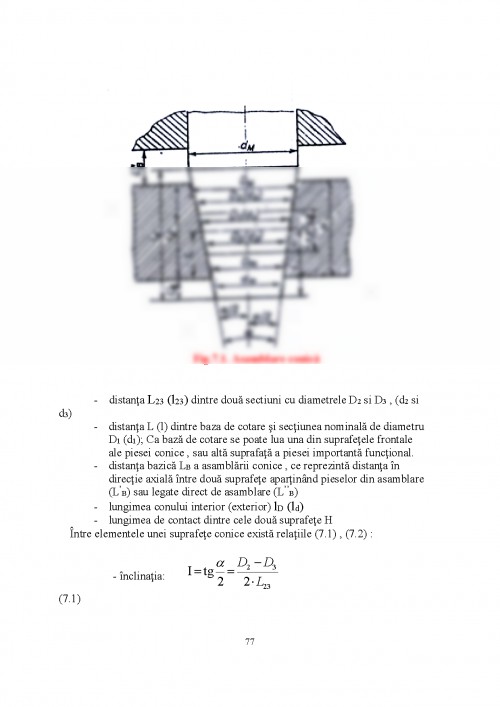
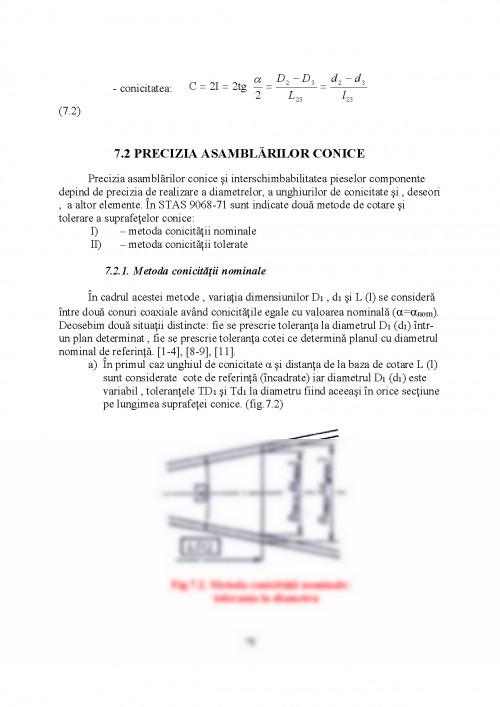
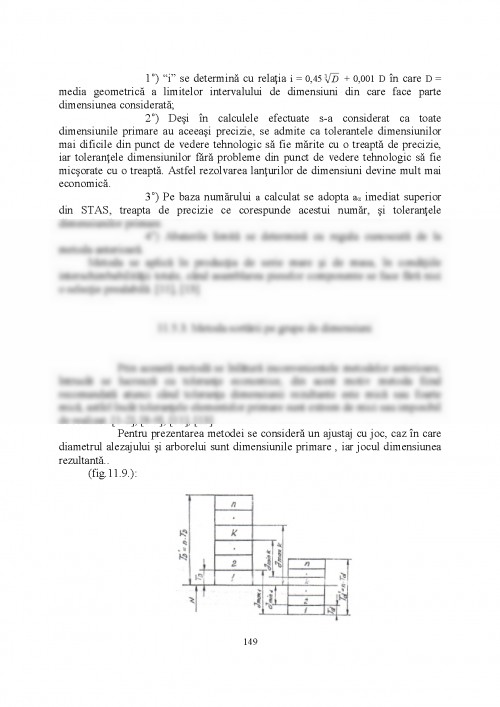
Prin dimensiune se intelege numarul care reprezinta in unitate de masura aleasa valoarea unei marimi liniare sau unghiulare. [1], [4-5], [11], [13]
Dimensiunile inscrise pe desen se numesc in general cote.
Intre-o prima clasificare, ele pot fi:
- dimensiuni functionale
- dimensiuni de montare
- dimensiuni tehnologice
1. Dragu D., Badescu Gh., Sturzu A., Militaru C., Popescu I - Tolerante si masuratori tehnice, E.D.P. Bucuresti - 1982
2. Lazaresca I., Stetiu C.E. - Tolerante, ajustaje. Calcululs cu tolerante. Calibre, E.T. Bucuresti - 1984
3. Rabinovici I., Anghel A., Nibelanu S - Tolerante si ajustaje, E.T. Bucuresti - 1980, vol. I - II
4. Raileanu A. - Controlul tehnic, I.P. Iasi - 1977
5. Raileanu A. - Tolerante si control dimensional, I.P. Iasi - 1974
6. Bagiu L. - Curs de tolerante si masurari tehnice, I.P. Timisoara - 1975
7. Raileanu A., Mircea D., Cioata F., Raileanu T. - Masuratori tehnice si tolerante (manual de aplicatii), I.P. Iasi - 1983
8. Antonescu N.n. - Masini unelte si control dimensional. (partea a doua): Tolerante si masuratori tehnice, I.P.G. Ploiesti - 1976
9. Ivan M., Antonescu N.N., Dumitras C., Rusan G., Badescu Gh., Popescu I. - Masini unelte si control dimensional, E.D.P. Bucuresti - 1980
10. Sturzu A., Badescu Gh., Militaru C., Bragaru A. - Indrumator practic uzinal siu de laborator pentru controlul preciziei de prelucrare in constructia de masini, E.T. Bucuresti - 1976
11. Stetiu C.E. - Control tehnic, E.D.P. Bucuresti - 1979
12. Stetiu C.E. Oprean C. - Masurari geometrive in constructia de masini, E.S.E. Bucuresti - 1988
13. Dragu D., Dumitras C. - Tolerante si lanturi de dimensiuni in constructia de stante si matrite, E.T. Bucuresti - 1988
14. Minciu C. - Precizia si controlul angrenajelor, E.T. Bucuresti - 1984
15. Iliescu D.V. - Controlul calitatii loturilor de produse, E.T. Bucuresti - 1982
16. Sturza A., Bragaru A., Badescu Gh. - Controlul filetelor, E.T. - 1968
17. Iliescu D.C., Voda V. Gh. - Statistica si toleranta, E.T. Bucuresti - 1977
18. Dodoc P. - Metode si mijloace de masurare moderne in mecanica fina si constructia de masini, E.T. Bucuresti - 1978
19. Tiron M. - Teoria erorilor de masurare si metoda celor mai mici patrate, E.T. Bucuresti - 1972
20. Baron T. - Metode statice pentru analiza si controlul calitatii productiei, E.D.P. Bucuresti - 1979
21. Baron T., Maniu A.I., tovissi L., Niculescu D., Baron c., Antonescu V., Roman I.- Calitate si fiabilitate, E.T. Bucuresti - 1988
22. Panaite V., Munteanu R. - Control static si fiabilitate, E.D.P. Bucuresti - 1982
23. Spineanu U. - Automatizarea controlului dimensiunilor in constructia de masin, E-.T. Bucuresti - 1987
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.