CAP.1. PROCESE ŞI PROCEDEE DE SUDARE
1.1. Energetica procesului de sudare
Sudarea este procedeul tehnologic de realizare a îmbinărilor nedemontabile a unor
componente metalice sau nemetalice prin interacţiunea atomilor mărginaşi ai acestora.
Îmbinarea ce rezultă în urma procesului de sudare poartă denumirea de sudură. Totalitatea
operaţiilor care concură la realizarea sudurii poartă denumirea, aşa cum s-a mai arătat, de
proces tehnologic de sudare. Unui proces tehnologie de sudare îi este caracteristic un
anumit procedeu de sudare.
Coeziunea locală în vederea obţinerii sudurii se realizează cu un aport de energie
termică sau mecanică sau şi termică şi mecanică. Prin aceasta atomii mărginaşi ai
componentelor de sudat primesc energia necesară scoaterii lor din starea de echilibru
stabil corespunzătoare unui nivel energetic minim. După aceea, componentele îşi aduc
atomii marginali la distanţe egale sau mai mici decât parametrul reţelei cristaline. În
această situaţie ei se rearanjează în cristale comune celor două componente astfel ca să
atingă din nou un minim energetic. Ca atare, procesul de sudare constă în introducerea
localizată, prin concentrare în timp şi spaţiu, a unei cantităţi de energie în zona sudurii
pentru a scoate atomii din starea lor de echilibru stabil şi apropierea atomilor mărginaşi la
distanţe egale sau mai mici decât parametrul reţelei cristaline pentru ca ei să recristalizeze
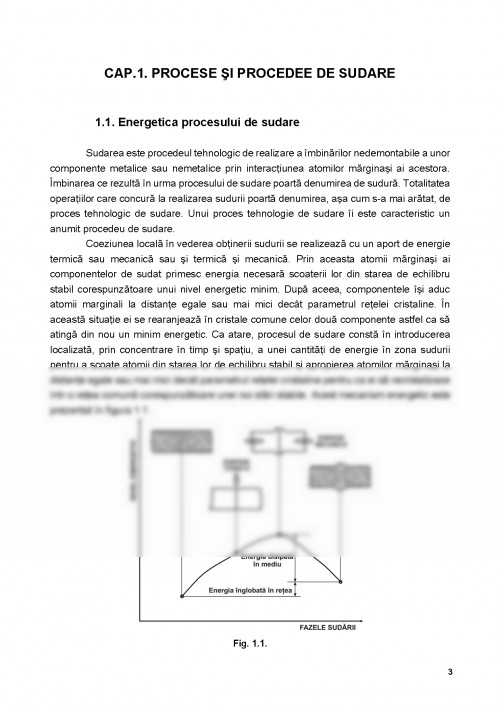
într-o reţea comună corespunzătoare unei noi stări stabile. Acest mecanism energetic este
prezentat în figura 1.1.
Fig. 1.1.
Deci, prin sudare se realizează saturarea legăturilor dintre atomii de la marginile
componentelor de sudat. Sudarea în Cosmos a confirmat concluzia potrivit căreia vidul
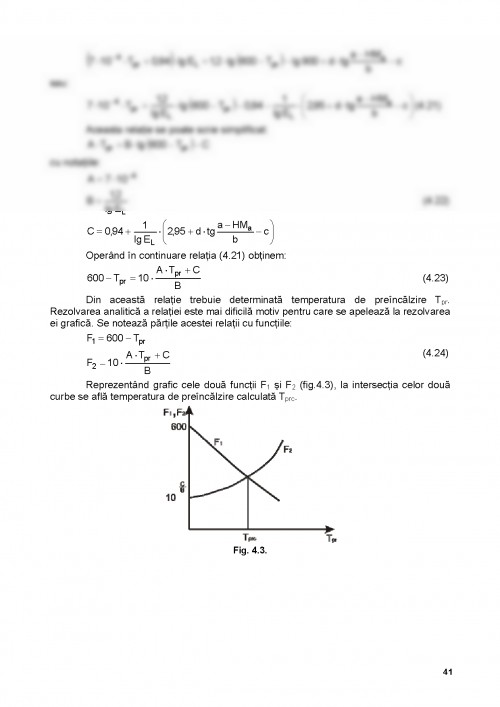
înaintat din acest spaţiu creează componentelor metalice posibilitatea de a se suda prin
simpla aducere a lor în contact intim. Acest fapt arată că atomii mărginaşi, neavând toate
legăturile cu ceilalţi atomi (sunt nesaturaţi), se află la un nivel energetic deasupra minimului.
Apropiindu-i ei vor forma reţele cristaline comune componentelor, saturându-şi legăturile.
În atmosfera terestră acest procedeu folosit în Cosmos nu este posibil fiindcă
atomii mărginaşi nesaturaţi îşi completează legăturile cu atomi de aer. Suprafeţele
metalelor conţin straturi puternic aderente ale moleculelor de gaze, impurităţi, grăsimi etc.
Ele se interpun între atomii metalici şi fac imposibilă orice interacţiune între atomii
mărginaşi a două metale puse în contact.
2.2. Sudarea prin topire şi prin presiune
Pentru realizarea activării termice sau mecanice fiecare metal şi aliaj are nevoie de
o anumită cantitate de energie şi de o anumită apropiere a atomilor marginali pentru a se
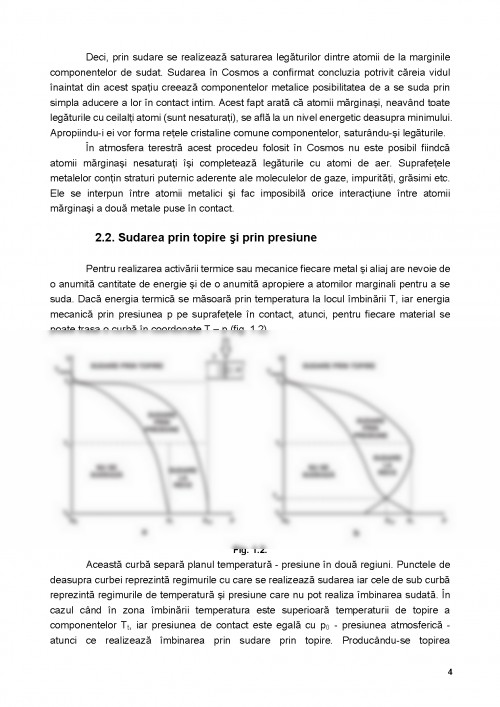
suda. Dacă energia termică se măsoară prin temperatura la locul îmbinării T, iar energia
mecanică prin presiunea p pe suprafeţele în contact, atunci, pentru fiecare material se
poate trasa o curbă în coordonate T – p (fig. 1.2).
Fig. 1.2.
Această curbă separă planul temperatură - presiune în două regiuni. Punctele de
deasupra curbei reprezintă regimurile cu care se realizează sudarea iar cele de sub curbă
reprezintă regimurile de temperatură şi presiune care nu pot realiza îmbinarea sudată. În
cazul când în zona îmbinării temperatura este superioară temperaturii de topire a
componentelor Tt, iar presiunea de contact este egală cu p0 - presiunea atmosferică -
atunci ce realizează îmbinarea prin sudare prin topire. Producându-se topirea
componentelor atomii se amestecă într-o baie metalică comună, numită baie de sudură.
Nu este nevoie de o presiune pentru a-i aduce într-un contact intim. Sudura care se obţine
prin solidificarea respectivei băi se numeşte sudură prin topire, iar procedeul de sudare
folosind acest mecanism energetic se numeşte procedeu de sudare prin topire.
Zona de deasupra curbei, cuprinsă între temperatura de topire Tt şi temperatura de
recristalizare Tr la care, pentru realizarea îmbinării, se foloseşte un aport de energie
termică precum şi un aport de energie mecanică, prin presiunea realizată între
componente, poartă denumirea de zona sudării prin presiune. Punctul de coordonate pr şi
T0, în care T0 este temperatura mediului ambiant, este punctul în care sudarea se
realizează fără încălzire, numită sudare la rece. Este cazul materialelor cu plasticitate
ridicată: aluminiu, cupru etc. (fig. 1.2a)
Universitatea “Dunărea de Jos”
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.