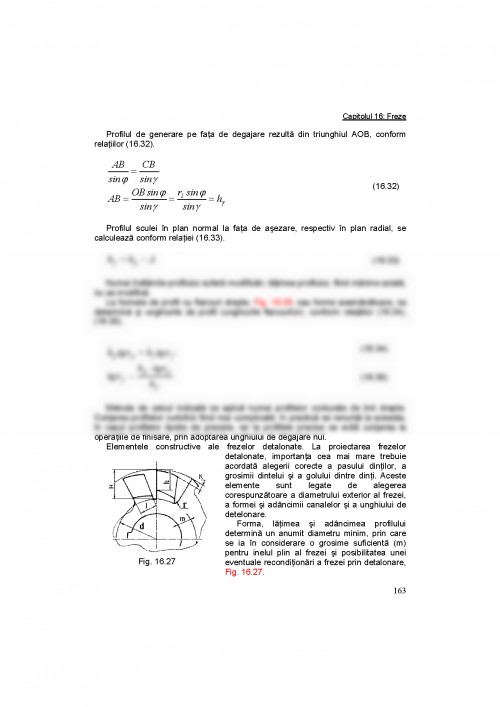
Varietatea mare a suprafetelor care pot fi realizate prin frezare impune un numar
mare de freze cu forme constructive diferite.
Frezele sunt scule cu mai multi dinti aschietori, reuniti pe un corp unic, la care,
datorita miscarii de rotatie, fiecare din dinti ajunge, printr-o succesiune repetata, in
aschiere. Numarul dintilor variaza in functie de tipul frezei, putand scadea in cazuri
speciale pana la un singur dinte. Dintii desprind aschii, de obicei numai in timpul
unei perioade scurte din rotatia sculei, astfel incat aschierea intrerupta rezultata
asigura o racire buna a taisurilor in timpul prelucrarii.
Caracteristica tuturor sculelor pentru frezare este miscarea principala de rotatie,
in timp ce avansul se realizeaza prin deplasarea, fie a piesei, fie a sculei.
In functie de scopul urmarit, frezele se construiesc cu taisurile dispuse pe
suprafata cilindrica (freze cilindrice), Fig. 16.1, sau cu taisurile dispuse pe partea
frontala a corpului de baza (freze frontale), Fig. 16.2, precum si cu taisuri dispuse
atat pe suprafata cilindrica, cat si pe cea frontala (freze cilindro-frontale), Fig. 16.3.
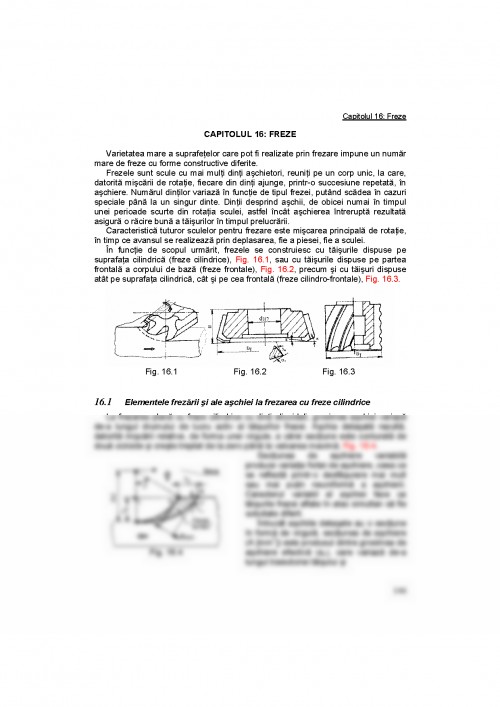
16.1 Elementele frezarii si ale aschiei la frezarea cu freze cilindrice
La frezarea plana cu freze cilindrice cu dinti elicoidali, grosimea aschiei variaza
de-a lungul drumului de lucru activ al taisurilor frezei. Aschia detasata rezulta,
datorita miscarii relative, de forma unei virgule, a carei sectiune este conturata de
doua cicloide si creste treptat de la zero pana la valoarea maxima, Fig. 16.4.
Sectiunea de aschiere variabila
produce variatia fortei de aschiere, ceea ce
se reflecta printr-o desfasurare mai mult
sau mai putin neuniforma a aschierii.
Caracterul variabil al aschiei face ca
taisurile frezei aflate in atac simultan sa fie
solicitate diferit.
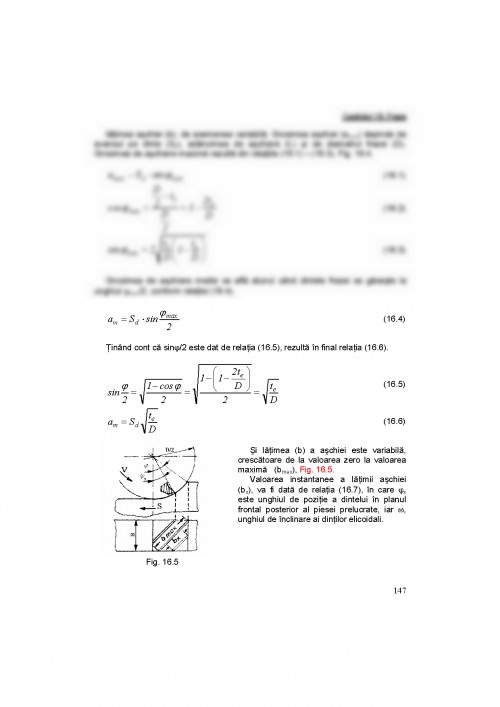
Intrucat aschiile detasate au o sectiune
in forma de virgula, sectiunea de aschiere
(A [mm2]) este produsul dintre grosimea de
aschiere efectiva (ae), care variaza de-a
lungul traiectoriei taisului si
Fig. 16.1 Fig. 16.2 Fig. 16.3
Fig. 16.4
Capitolul 16: Freze
147
latimea aschiei (b), de asemenea variabila. Grosimea aschiei (amax) depinde de
avansul pe dinte (Sd), adancimea de aschiere (t1) si de diametrul frezei (D).
Grosimea de aschiere maxima rezulta din relatiile (16.1) - (16.3), Fig. 16.4.
amax = Sd ? sin? max (16.1)
D
1 2t
2
D
t
2
D
cos e
e
max = -
-
? =
(16.2)
??
?
??
= ? -
D
1 t
D
sin 2 te e
? max
(16.3)
Grosimea de aschiere medie se afla atunci cand dintele frezei se gaseste la
unghiul ?max/2, conform relatiei (16.4).
2
a S sin max
m d
?
= ?
(16.4)
Tinand cont ca sin?/2 este dat de relatia (16.5), rezulta in final relatia (16.6).
D
t
2
D
1 1 2t
2
1 cos
2
sin e
e
=
??
?
??
- ? -
=
-
=
? ?
(16.5)
D
a S te
m = d
(16.6)
Si latimea (b) a aschiei este variabila,
crescatoare de la valoarea zero la valoarea
maxima (bmax), Fig. 16.5.
Valoarea instantanee a latimii aschiei
(bx), va fi data de relatia (16.7), in care ?x
este unghiul de pozitie a dintelui in planul
frontal posterior al piesei prelucrate, iar ?,
unghiul de inclinare ai dintilor elicoidal
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.