ARGUMENT
Sudarea WIG/TIG este un procedeu de sudare cu arcul electric in mediu de gaz protector inert cu electrod nefuzibil.
Sudarea WIG/TIG (sudura argon) are un grad inalt de universalitate, putand fi aplicată pentru imbinarea practic a oricăror materiale metalice. Este posibilă efectuarea sudării in orice pozitie, grosimea minimă sudabilă fiind de cca. 0,5 mm.
Procedeul de sudare WIG/TIG se caracterizează printr-o calitate excelentă, datorată in bună măsură protectiei oferite de gazul inert (argon). Trecerea materialului de adaos prin arcul electric se face practic fără stropi. Materialul de adaos nefiind conectat in circuitul electric de sudare, el nu este transferat prin spatiul arcului electric, ci doar topit de acesta. Astfel, există posibilitatea controlului independent al sursei termice si al introducerii de material de adaos. Sudura argon nu este acoperită cu zgură si, ca atare, nu este necesară o curătare a imbinării sudate. Procedeul permite un control excelent asupra modului de formare a rădăcinii sudurii.
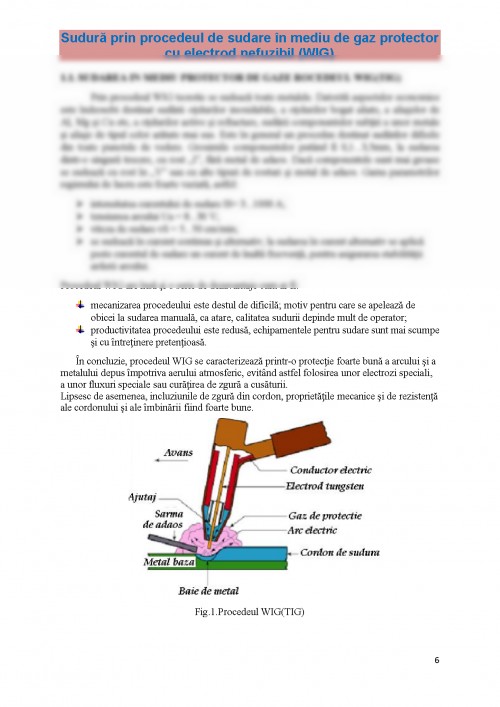
Sudarea WIG (sudura argon) prezintă insă o serie de inconveniente si anume coeficient de depunere mic si, ca urmare, productivitate redusă, pretenții mai inalte privind pregătirea operatorului si dificultăti de asigurare a protectiei gazoase in spatii deschise.
Pe scurt, sudorul trebuie să știe cum:
- să aleagă și să ascută electrodul de wolfram (tungsten) în conformitate cu aplicația pe care o are de realizat;
- să aleagă corect materialul de adaos și diametrul acestuia;
- să regleze debitul de gaz de protecție în așa fel încât să fie suficient de mic pentru a evita crearea unor turbulențe în baia de material topit șI de asemenea să fie suficient de mare pentru a crea o bună protecție a băii de material topit;
- să seteze curentul de sudare și să-l modifice în timpul lucrului prin intermediul unei pedale sau direct de la pistoletul care poate fi prevăzut cu potențiometru pentru reglarea curentului de sudare;
- să introducă în mod corect bagheta de material de adaos în baia de material topit și ce viteză de avans să utilizeze pentru a obține nu doar un cordon care să respecte cerințele de calitate, dar să aibă și un excelent aspect vizual.
În aceasta lucrare abordez noțiuni teoretice despre sudură prin procedeul de sudare în mediu de gaz protector cu electrod nefuzibil (WIG/TIG), tehnologia de execuție în colț bilaterală, în poziția PB, conform schiței de mai jos prin procedeul de sudarea în mediu de gaz protector cu electrod nefuzibil WIG (141), precum și normele specifice de securitate și sănătate în muncă, prevenirea și stingerea incendiilor la locul de muncă, dar și norme de protecție a mediului.
CAPITOLUL 1. SUDAREA IN MEDIU PROTECTOR DE GAZE
La procedeele de sudare cu arc electric in mediu protector de gaze, protectia baii de sudura se obtine cu ajutorul unui suflu de gaz inert sau activ, care trimis asupra arcului de sudare impiedica accesul oxigenului si azotului din aer.
Conditia de baza pe care trebuie sa o indeplineasca gazul protector este de a nu reactiona cu metalul sudurii sau cu componentii de aliere din baia de sudura, iar in cazul cand intra in reactie, gazul sa aiba un efect reducator.
Gazele care ofera protectia cea mai buna sunt gazele inerte (argonul si heliul), deoarece ele nu reactioneaza cu nici un element. Folosirea lor insa este conditionata de pretul de cost, deoarece sunt scumpe si deficitare, si de aceea este limitata la constructii executate din metale si aliaje cu anumite caracteristici: oteluri inalt aliate, aliaje speciale etc.
Cu gazele inerte pot fi sudate si metalele reactive sau rare, cum sunt: titaniul, zirconiul, niobiul si beriliul precum si aliajele acestora la care cu procedeele de gaz sau arc electric obisnuite nu pot fi obtinute suduri de calitate.
Sudarea în mediu de gaze poate fi clasificată după mai multe criterii:
După tipul electrodului:
- sudare cu electrod fuzibil;
- sudare cu electrod nefuzibil.
După natura gazului de protecție, sudarea se poate desfășura:
- în gaz inert;
- în gaz activ;
- în amestecuri de gaze.
După forma arcului:
o sudare cu arc electric liber;
o sudare cu arc electric constrâns (plasma).
După felul aportului materialului de adaos:
sudare fără material de adaos;
sudare cu material de adaos.
Sudarea cu material de adaos poate fi realizata prin:
- introducerea acestuia din exterior;
- introducerea acestuia prin arc (electrod al arcului).
După felul sârmei electrod folosită la sudare distingem:
- sudare cu sârma plină;
- sudare cu sârma tubulară;
- sudare cu sârma plină și flux magnetizabil.
1. Utilajul și tehnologia lucrărilor mecanice, Manual pentru licee industriale clasele a IX-a și a XII-a.
2. Tinichigiu vopsitor auto. Manual pentru școli profesionale, anii II și III, ing. I. Sava,prof. gr.I, ing. M.V. Popa, ing. N. Dinescu
3. NSSM 2-Norme specifice de securitate a muncii pentru sudarea si taierea metalelor
4. Legea nr. 307/2006 privind apărarea împotriva incendiilor
5. Legea Nr. 9 din 20 iunie 1973 pivind protectia mediului inconjurator
6. Lucrare, „Protectia munci si a mediului inconjurător”,Rotaru Doina
7. Sudarea metalelor si aliajelor www.scribd.com
8. Sudarea MIG/MAG www.cmmetal.ro
9. Imagini www.google.com
10. https://pdfcoffee.com/qdownload/sudarea-wig-tig-pdf-free.html
11. https://www.ttonline.ro/revista/sudura/sudarea-tig-wig-ii
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.