entru produsul a1. Analiza functionala, constructiva si tehnologica a produsului. Stabilirea principala a itinerarului tehnologic de prelucrare
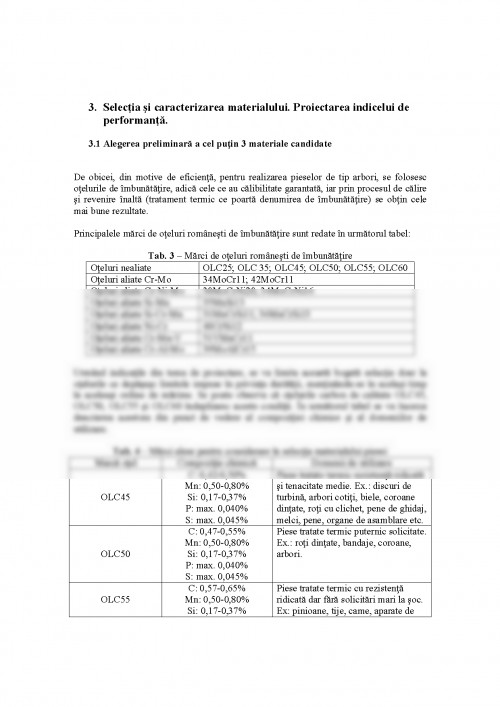
Pentru produsul arbore-pinion cilindric, serie mare de fabricatie, cu duritatea la suprafata HV = 650-700 [daN/mm2], grosimea stratului durificat ? = 0,8 - 1,2 mm, duritatea miezului 24-26 HRC, se cere sa se stabileasca materialul optim care sa asigure cerintele de performanta rezultate din calculele tehnico-economice si care este adaptat posibilitatiilor de producere.
Arborele pinion in cauza are lungimea de 262mm, diametrul mediu de 36mm, cel maxim de 76, prezinta o gaura de centrare si caneluri pe fusul de diametru maxim.
Arbori sunt organe de masini cu rolul de sustinere a pieselor aflate in miscare de rotatie sau pentru transmiterea puterii, avand de obicei o forma cilindrica, mai mult lung decat gros. Solicitarile principale la care sunt supusi arbori sunt cele de incovoiere (predominante in cazul in care arborele nu transmite putere si nici miscare) si torsiune. Totusi, de cele mai multe ori, in exploatare, arborii cedeaza din cauza rezistentei la oboseala de lunga durata, fiind supusi la incercari ciclice.
Din punct de vedere tehnologic se definesc patru tipuri de arbori, clasificare ce ramane valabila si pentru evaluarea solicitarilor si cerintelor de exploatare. In general, functie de aceasta clasificare sunt prevazute spre selectie diferite clase de materiale. Iata cele 4 metode:
- pornind de la un semifabricat pre-durificat prin tratament termic se face prelucrarea prin aschiere si rectificarea la cote finale, fiind ceea mai simpla metoda si pretandu-se la arbori nu foarte solicitati;
- urmand aceasi metologie ca ceea enumerata mai sus, se interpune un tratament al suprafatei inainte de rectificarile finale;
- pornind de la un semifabricat deformat plastic (laminat sau forjat) si supus aschierii, se caleste superficial prin inductie iar apoi se rectifica;
- acelasi semifabricat deformat plastic si prelucrat prin aschiere este supus tratamentului termic de calire in matrita, apoi revenit la temperaturi joase si rectificat;
- din nou un semifabricat deformat plastic si prelucrat prin aschiere este imbogatit in carbon stratul superficial, apoi aplicat un ciclu de calire si revenire, iar in final rectificat.
Analizand cerintele de material, se observa ca stratul nu trebuie sa ofere o duritate foarte ridicata, deci se intelege ca solicitarile sunt relativ mici. In acest caz se va opta pentru prima varianta tehnologica, singurul mod de imbunatatire a materialului fiind prin tratamentul termic de imbunatatire. Astfel se poate formula urmatorul posibil itinerar tehnologic:
1. Debitare - pornind de la un semifabricat laminat la cald sub forma de bare, acesta se debiteaza la cotele necesare;
2. Tratament termic primar - pentru obtinerea unei duritati propice pentru strunjire, se aplica o recoacere completa (in cazul otelurilor aliate), o normalizare (oteluri nealiate) sau o normalizare urmata de revenire inalta;
3. Stunjire de degrosare;
4. Tratament termic secundar - pentru durificare se aplica un tratament termic de imbunatatire (calire, urmata de revenire inalta sub punctul critic Ac1), obtinandu-se o structura sorbitica de revenire pe poate fi si usor prelucrata prin aschiere;
5. Strunjire de finisare;
6. Rectificare;
Tratamentul termic preliminar aplicat semifabricatelor forjate liber sau in matrita sau laminate la cald presupune o recoacere completa (in cazul otelurilor aliate), normalizare (oteluri nealiate) sau o normalizare urmata de revenire inalta. Se va reveni asupra consideratiilor acestui tratament si a celorlalte exprimate mai jos in capitolele urmatoare, odata ce va fi stabilit materialul pentru executia piesei.
Tratamentul termic de imbunatatire, aplicat dupa degrosare, consta intr-o calire si o revenire inalta. Incalzirea pentru calire are loc la o temperatura cu 30-50?C mai mare decat Ac3 (sfarsit de transformare austenitica), o mentinere pentru uniformizarea temperaturii, apoi o racire brusca in apa (in cazul otelurilor nealiate) sau ulei mineral cu temperatura de 40-60?C in cazul otelurilor aliate. Incalzirea pentru calire se face in pozitie verticala (orizontala numai pe suporti speciali) pentru a preveni deformarile. In cazul arborilor de configuratie complexa se recomanda incalzirea cu treapta la 600-650?C. Racirea are loc in aceeiasi pozitie, prin imersare.
Revenirea inalta are loc la o temperatura inferioara punctului critic de inceput de transformare austenitica Ac1 (intre 540 si 680?C), prozitionarea piesei efectuandu-se dupa aceleasi principii ca si in cazul calirii, iar racirea are loc in aer in majoritatea cazurilor, cu singura exceptie in cazul otelurilor ce sunt sensibile la fragilitatea reversibila de revenire, cand se face in apa sau ulei.
Un model de ciclograma a acestui tratament termic este prezentata in figura 1 (alaturata).
[figura 5.1 - pagina 113, Bogdan Radu - Selectia si utilizarea materialelor ingineresti]
In continuare se va continua cu determinarea proprietatiilor necesare piesei iar apoi cu selectia materialului pentru realizarea piesei. Dupa selectarea materialului, se va face o analiza mai amanuntita a parametrilor tratamentelor termice si termo-chimice ce apar in itinerarul tehnologic, cu scopul de a determina valorile pentru care se obtin proprietatiile optime.
rbore-pinion cilindric, serie mare de fabricatie, cu duritatea la suprafata HV = 650-700 [daN/mm2], grosimea stratului durificat ? = 0,8 - 1,2 mm, duritatea miezului 24-26 HRC, se cere sa se stabileasca materialul optim care sa asigure cerintele de performanta rezultate din calculele tehnico-economice si care este adaptat posibilitatiilor de producere.
Arborele pinion in cauza are lungimea de 262mm, diametrul mediu de 36mm, cel maxim de 76, prezinta o gaura de centrare si caneluri pe fusul de diametru maxim.
Arbori sunt organe de masini cu rolul de sustinere a pieselor aflate in miscare de rotatie sau pentru transmiterea puterii, avand de obicei o forma cilindrica, mai mult lung decat gros. Solicitarile principale la care sunt supusi arbori sunt cele de incovoiere (predominante in cazul in care arborele nu transmite putere si nici miscare) si torsiune. Totusi, de cele mai multe ori, in exploatare, arborii cedeaza din cauza rezistentei la oboseala de lunga durata, fiind supusi la incercari ciclice.
Din punct de vedere tehnologic se definesc patru tipuri de arbori, clasificare ce ramane valabila si pentru evaluarea solicitarilor si cerintelor de exploatare. In general, functie de aceasta clasificare sunt prevazute spre selectie diferite clase de materiale. Iata cele 4 metode:
- pornind de la un semifabricat pre-durificat prin tratament termic se face prelucrarea prin aschiere si rectificarea la cote finale, fiind ceea mai simpla metoda si pretandu-se la arbori nu foarte solicitati;
- urmand aceasi metologie ca ceea enumerata mai sus, se interpune un tratament al suprafatei inainte de rectificarile finale;
- pornind de la un semifabricat deformat plastic (laminat sau forjat) si supus aschierii, se caleste superficial prin inductie iar apoi se rectifica;
- acelasi semifabricat deformat plastic si prelucrat prin aschiere este supus tratamentului termic de calire in matrita, apoi revenit la temperaturi joase si rectificat;
- din nou un semifabricat deformat plastic si prelucrat prin aschiere este imbogatit in carbon stratul superficial, apoi aplicat un ciclu de calire si revenire, iar in final rectificat.
Analizand cerintele de material, se observa ca stratul nu trebuie sa ofere o duritate foarte ridicata, deci se intelege ca solicitarile sunt relativ mici. In acest caz se va opta pentru prima varianta tehnologica, singurul mod de imbunatatire a materialului fiind prin tratamentul termic de imbunatatire. Astfel se poate formula urmatorul posibil itinerar tehnologic:
1. Debitare - pornind de la un semifabricat laminat la cald sub forma de bare, acesta se debiteaza la cotele necesare;
2. Tratament termic primar - pentru obtinerea unei duritati propice pentru strunjire, se aplica o recoacere completa (in cazul otelurilor aliate), o normalizare (oteluri nealiate) sau o normalizare urmata de revenire inalta;
3. Stunjire de degrosare;
4. Tratament termic secundar - pentru durificare se aplica un tratament termic de imbunatatire (calire, urmata de revenire inalta sub punctul critic Ac1), obtinandu-se o structura sorbitica de revenire pe poate fi si usor prelucrata prin aschiere;
5. Strunjire de finisare;
6. Rectificare;
Tratamentul termic preliminar aplicat semifabricatelor forjate liber sau in matrita sau laminate la cald presupune o recoacere completa (in cazul otelurilor aliate), normalizare (oteluri nealiate) sau o normalizare urmata de revenire inalta. Se va reveni asupra consideratiilor acestui tratament si a celorlalte exprimate mai jos in capitolele urmatoare, odata ce va fi stabilit materialul pentru executia piesei.
Tratamentul termic de imbunatatire, aplicat dupa degrosare, consta intr-o calire si o revenire inalta. Incalzirea pentru calire are loc la o temperatura cu 30-50?C mai mare decat Ac3 (sfarsit de transformare austenitica), o mentinere pentru uniformizarea temperaturii, apoi o racire brusca in apa (in cazul otelurilor nealiate) sau ulei mineral cu temperatura de 40-60?C in cazul otelurilor aliate. Incalzirea pentru calire se face in pozitie verticala (orizontala numai pe suporti speciali) pentru a preveni deformarile. In cazul arborilor de configuratie complexa se recomanda incalzirea cu treapta la 600-650?C. Racirea are loc in aceeiasi pozitie, prin imersare.
Revenirea inalta are loc la o temperatura inferioara punctului critic de inceput de transformare austenitica Ac1 (intre 540 si 680?C), prozitionarea piesei efectuandu-se dupa aceleasi principii ca si in cazul calirii, iar racirea are loc in aer in majoritatea cazurilor, cu singura exceptie in cazul otelurilor ce sunt sensibile la fragilitatea reversibila de revenire, cand se face in apa sau ulei.
Un model de ciclograma a acestui tratament termic este prezentata in figura 1 (alaturata).
[figura 5.1 - pagina 113, Bogdan Radu - Selectia si utilizarea materialelor ingineresti]
In continuare se va continua cu determinarea proprietatiilor necesare piesei iar apoi cu selectia materialului pentru realizarea piesei. Dupa selectarea materialului, se va face o analiza mai amanuntita a parametrilor tratamentelor termice si termo-chimice ce apar in itinerarul tehnologic, cu scopul de a determina valorile pentru care se obtin proprietatiile optime.
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.