
1.1.Descrierea produsului
1.1.1.Destinatia produsului
Cisterna de 93 m3 echipeaza vagoanele cisterna tip ,,Austria" si este destinata transportului benzinei pe calea ferata.
1.1.2. Definirea produsului
Cisterna este un rezervor cilindric orizontal, cu funduri maner de cos, realizat din tabla, avand patru racorduri : de umplere, de aerisire, de golire, de aspiratie.
1.1.3. Rolul functional
Rolul functional al cisternei este de a transporta in conditii de securitate incarcatura tip benzina, pe cale ferata, de la furnizor la beneficiar.
1.1.4. Parti componente
Principalele parti componente ale cisternei sunt:
- mantaua cilindrica ;
- fundul maner de cos ;
- inele de rigidizare ;
- elemente pentru fixare ;
- bosaje ;
- racord de umplere ;
- racord de golire ;
- racord de aspiratie ;
- racord de aerisire.
1.1.5. Caracteristici tehnice
Principalele caracteristici tehnico-functionale ale rezervorului sunt :
- volumul V = 93 m3 ;
- presiunea maxima admisibila de lucru pmax ad = 0,15 MPa ;
- temperatura maxima admisibila de lucru Tmax ad = + 50 sC;
- tempertura minima admisibila de lucru Tmin ad = - 20 sC;
- fluidul de lucru : benzina
1.1.6. Parametrii de functionare
Parametrii de functionare ai recipientului sunt :
- presiunea de calcul pc = 4 bar;
- temperatura efectiva in timpul transportului Tef - (-20, + 50) sC ;
- fluidul de lucru : benzina :
- volumul recipientului V = 93 m3;
- gradul de umplere maxim : 95 %
1.1.7. Caracteristicile fluidului de lucru
Principalele caracteristici ale fluidului de lucru sunt :
- coroziunea fata de materialul recipientului de lucru: = 0 mm/an;
- inflamabil : da ;
- temperatura maxima : +50 sC ;
- temperatura minima : -20 sC;
- densitatea : 0.67 - 0.74 kg/dm3
1.1.8. Solicitari si conditii de exploatare
Solicitarile la care este expus recipientul sunt datorate greutatii proprii si presiunii interioare a fluidului de lucru. De asemenea, la golire, pot aparea solicitari datorate depresiunii interioare a recipientului.
Detinatorul vagonului cisterna este obligat sa ia toate masurile in vederea respectarii prescriptiilor C4 / 90 din colectia ISCIR, pentru functionarea in siguranta a recipientului.
Detinatorul vagonului cisterna tip, pe care este montata cisterna de 93 m3 trebuie :
a) sa inregistreze recipientul la unitatea ISCIR teritoriala, sa intocmeasca si sa detina la zi evidenta recipientului, conform prescriptiilor tehnice ;
b)sa supuna recipientul la verificarea tehnica, ce se executa de catre personalul ISCIR in vederea autorizarii functionarii, creind toate conditiile necesare in scopul acestei verificari ;
c)sa obtina inainte de punerea in exploatare a cisternei de la ISCIR unitatea teritoriala, autorizatia de functionare, conform prescriptiilor tehnice ;
d)sa supuna recipientul la verificarea tehnica ce se executa de personalul ISCIR, unitatea teritoriala, sau de catre personalul propriu autorizat, inainte de expirarea scadentei de verificare si in urma unor eventuale reparatii ;
e)sa foloseasca la lucrarile de verificare si reparare numai personal calificat; sudorii vor fi autorizati in conformitate cu prevederile prescriptiilor C9, colectia ISCIR ;
f)sa numeasca personal tehnic, ingineri si tehnicieni de specialitate (responsabil tehnic cu verificarea si repararea si responsabil tehnic cu sudura) care sa fie autorizat de ISCIR ;
g)sa comunice in scris la ISCIR, unitatea teritoriala, pana la 1 noiembrie pentru urmatorul an necesarul de verificari si incercari privind recipientul aflat in exploatare, precizand termenul scadent de verificare periodica ;
h) personalul tehnic autorizat ISCIR al detinatorului cisternei raspunde in fata organului ISCIR si a conducerii detinatorului cisternei, conform legislatiei in vigoare, de intretinere, exploatare, verificare si reparare corespunzatoare a recipientului, in care scop au obligatia sa intocmeasca si sa difuzeze instructiuni tehnice de intretinere si exploatare a recipientului si sa verifice periodic personalul de deservire de modul corespunzator de folosire.
1.1.9. Modul de functionare
La umplerea cisternei, benzina se introduce prin gura de incarcare (6), recipientul incarcandu-se in proportie de 95 %. In timpul umplerii recipientul este pus la presiune atmosferica prin gura de incarcare (6) si racordurile de aerisire (15). Dupa umplere, gura de incarcare se inchide.
In timpul mentinerii benzinei in rezervor, recipientul este in contact cu atmosfera prin racordul de aerisire (11). La depasirea presiunii maxime admisibile, ventilul montat la racordul 8 se deschide, legatura cu atmosfera facandu-se pe traseul : racord , ventil, flansa, inel regidizare, stut.
Golirea se efectueaza prin gura de golire (8). Inainte de inceperea golirii, se deschide manual ventilul montat la racordul (8) si capacul gurii de vizitare (umplere). Aceasta duce la o scadere (anulare) a depresiunii create in rezervor in timpul golirii si o crestere a vizitei de golire.
Daca se doreste o descarcare si mai rapida a recipientului, se procedeaza la racordarea stutului (10) la o pompa de aer care creaza o presiune interioara in rezervor creind conditiile unei viteze de descarcare superioare.
Gaurile (12) se vor deschide periodic pentru eliminarea condensului format in inelele de rigidizare.
1.1.10. Amplasarea si montarea
Instalarea cisternei de 93 m3 se realizeaza in intreprinderea furnizoare a vagonului cisterna.
Cisterna se monteaza pe sasiul vagonului prin intermediul aripilor de fixare. Acestea sunt prinse cu sudura de suportii vagonului, suporti care sunt rigidizati de sasiu.
1.T. Salagean - Sudarea cu arcul electric, Editura Tehnica, 1977
2.T. Salagean - Tehnologia procedeelor de sudare cu arcul electic, Editura Tehnica, 1985
3.T. Salagean - Tehnologia sudarii metalelor cu arcul electric, Editura Tehnica, 1986
4.T. Salagean, s.a. - Optimizarea sudarii cu arcul electric, Editura Tehnica, 1988
5.Gh. Zgura, s.a. - Tehnologia sudarii prin topire, Editura Didactica si Pedagogica, 1983
6.I. Echim, I. Lupescu - Tehnologia sudarii prin topire a metalelor si aliajelor metalice, Editura Tehnica, 1983
7.D. Radu, M. Dietrich - Tehnologia sudarii electrice, vol. 1 si 2, Lito I.P.T.V.T., 1982
8.N. Anghelea, s.a. - Sudarea in medii de gaze protectoare, Editura Tehnica, 1982
9.I. Mitelea, V. Budau - Materiale si tratamente termice pentru structurile sudate, Ed. de Vest Timisoara, 1992
10.D. Dehelean - Tehnologia sudarii prin topire, vol 1 si 2, Lito I.P.T.V.T., 1993, 1994
11.*** - Catalog pentru materiale de sudare, I.S.I.M., 1986
12.*** - Studiul si tendintele standardizarii in domeniul sudurii si proceselor conexe, vol 3, O.I.D.-I.C.M., 1982
13.M. Burca, St. Negoitescu - Sudarea MIG/MAG, Editura Sudura, 2002
14.D. Dehelean - Sudarea prin topire, Editura Sudura, 1997
15.*** - STAS 6662/82 - Formele rostului la sudarea manuala cu AE si gaze
16.*** - STAS 6726/85 - Formele rostului la SF
17.*** - STAS 7502/87 - Formele rostului la sudarea MIG-MAG
18.*** - STAS 500/1,2,3-80 - Otel de uz general pentru constructii
19.*** - STAS 9021/80 - Table din otel cu granulatie fina pentru constructii sudate
20.*** - STAS 735/1-87 - Reprezentarea si notarea sudurilor pe desen
21.*** - STAS 437/80 - Table groase. Dimensiuni
22.*** - STAS 505/78 - Table groase. Conditii tehnice de calitate
23.*** - STAS 2962/86 - Bioxid de carbon lichefiat
24.*** - STAS 7956/85 - Argon gazos si lichid
25.*** - STAS 1125/1,2,3,4,5,6 - Electrozi inveliti pentru sudare
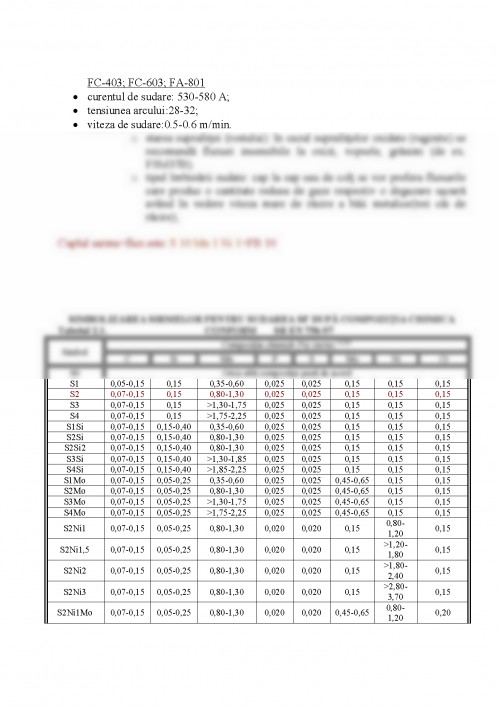
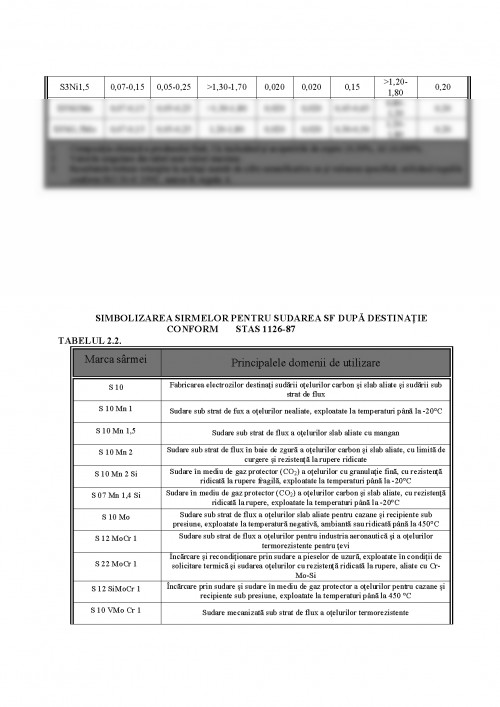
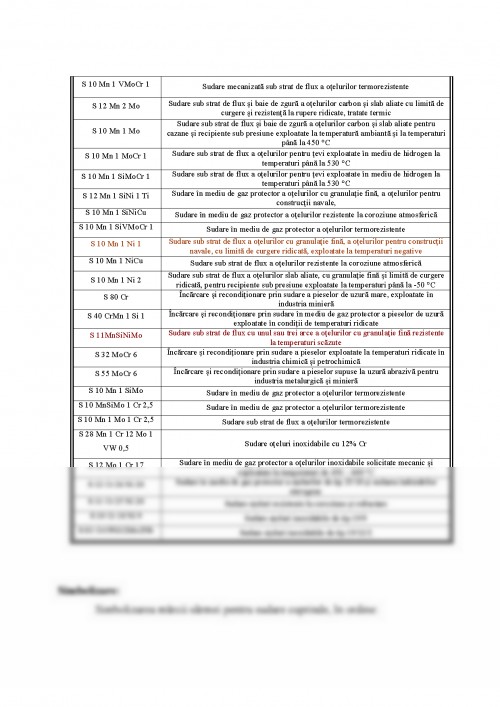
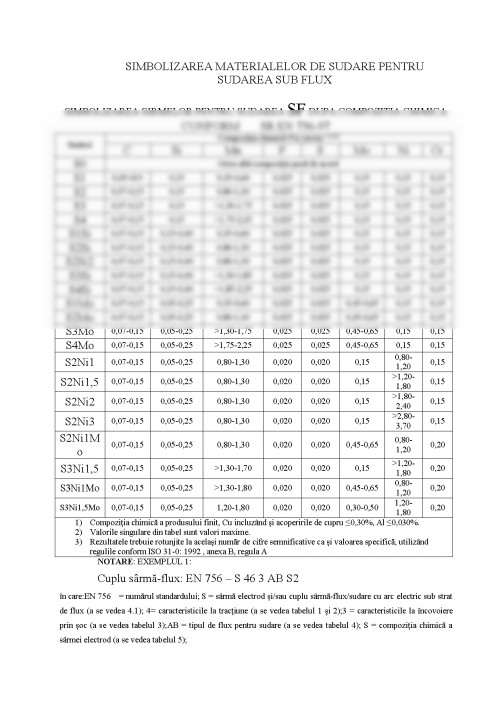
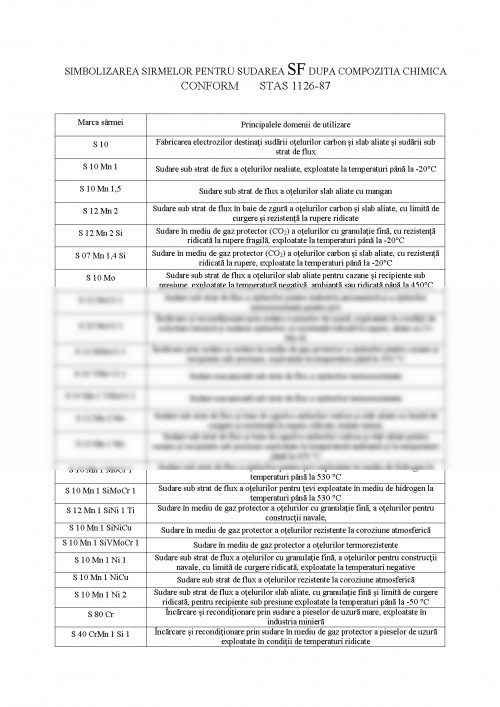
26.*** - STAS 1126/87 - Sarma plina de otel pentru sudare
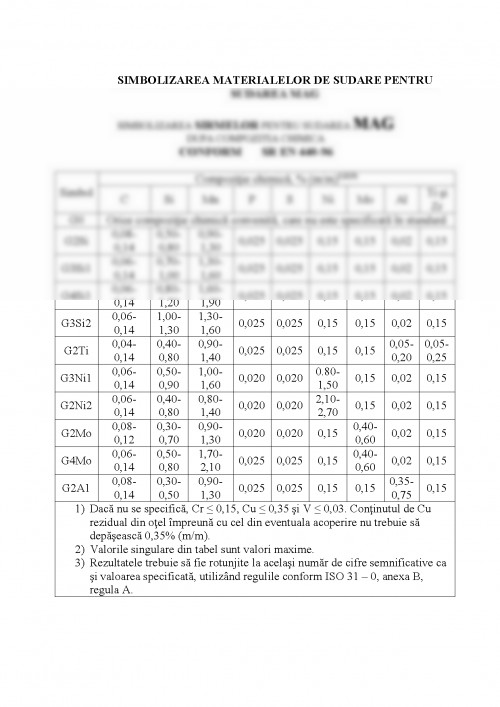
27.*** - SR EN 440/96 - Sarme electrod pentru sudarea cu arc electric in mediu de gaz protector cu electrod fuzibil a otelurilor nealiate si cu granulatie fina. Clasificare
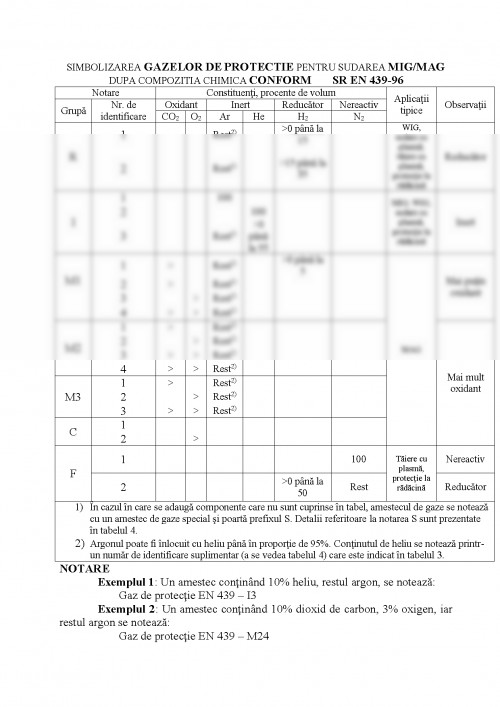
28.*** - SR EN 439/96 - Gaze de protectie pentru sudare si taiere cu arc electric
29.*** - SR EN 22553/95 - Imbinari sudate si lipite. Reprezentari simbolice pe desen
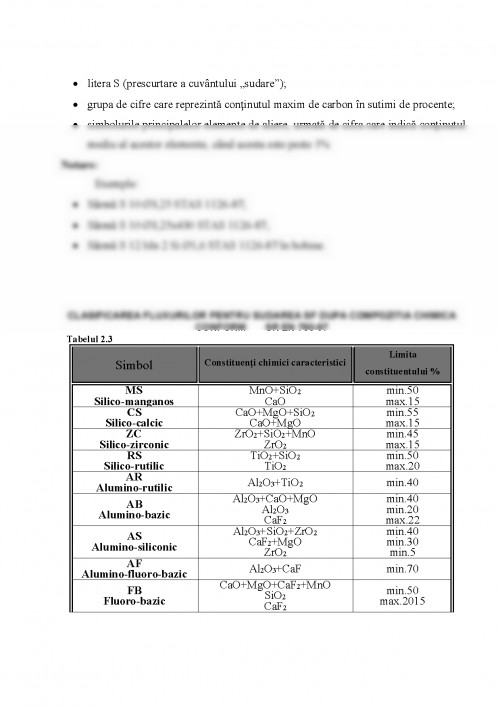
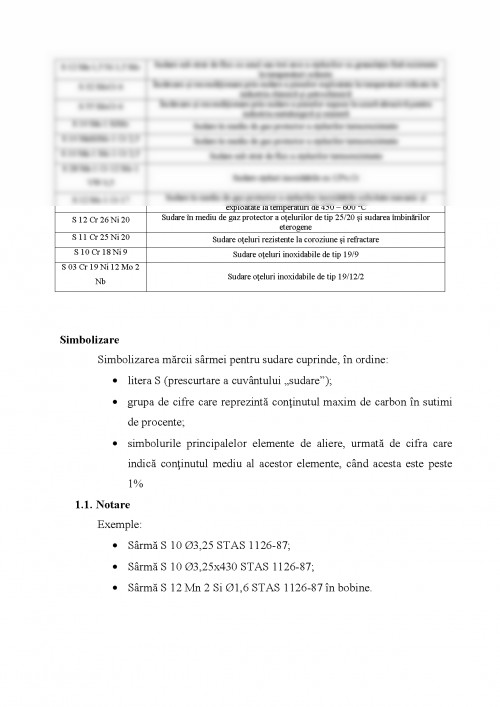
30.*** - SR EN 760/97 - Fluxuri pentru sudarea cu arc electric sub strat de flux. Clasificare
31.*** - SR EN 499/97 - Electrozi inveliti pentru sudarea manuala cu arc electric a otelurilor nealiate si cu granulatie fina. Clasificare
32.*** - SR EN 757/98 - Electrozi inveliti pentru sudarea manuala cu arc electric a otelurilor cu limita de curgere ridicata. Clasificare
33.*** - SR EN 756/97 - Sarme electrod si cupluri sarma-flux pentru sudarea cu arc electric sub strat de flux a otelurilor nealiate si cu granulatie fina. Clasificare
34.*** - STAS 1125-2/81 - Electrozi inveliti pentru sudarea otelurilor carbon si slab aliate
35.*** - STAS 1125-3/82 - Electrozi inveliti pentru sudarea otelurilor cu granulatie fina si a otelurilor utilizate la temperatura scazuta
36.*** - SR EN 288-2+A1/91 - Partea 2: Specificatia procedurii de sudare pentru sudarea cu arc electric
37.*** - SR EN 288-3+A1/92 - Partea 3: Verificarea procedurii de sudare cu arc electric a otelurilor
38.*** - SR EN 29692/94 - Sudare cu arc electric cu electrod invelit, sudare cu arc electric in mediu de gaz protector si sudare cu gaze prin topire. Pregatirea pieselor de imbinat de otel
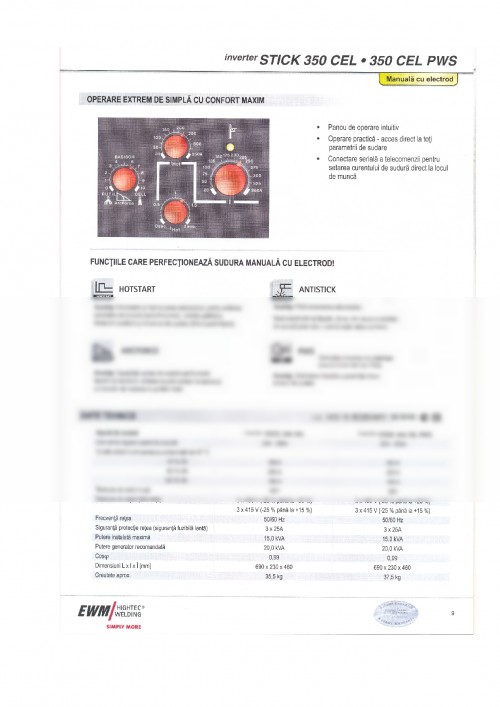
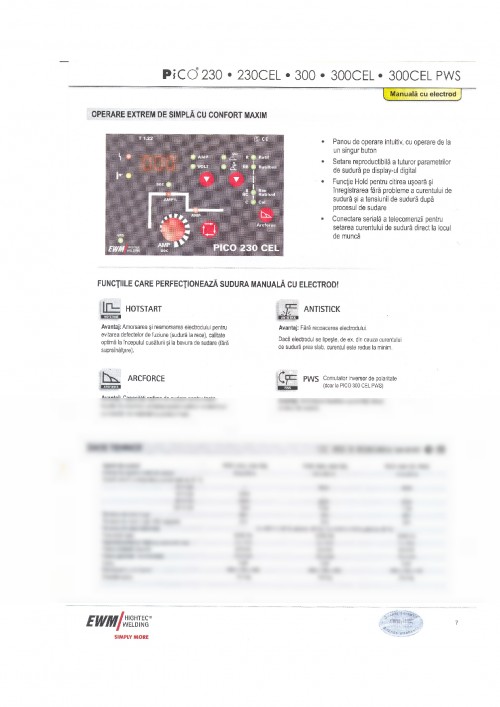
39.*** - Cataloage si produse ale principalelor firme de echipamente pentru sudare, EWM, Closs, Esab, Miller, Rehm, Telco, Lincoln, G-Tech, Thnisud, etc.
Pentru a descărca acest document,
trebuie să te autentifici in contul tău.