
Este de a cunaste tehnologia prelucrari prin electroziunea a pieselor,constructia si regimul de lucr ale masinii de prelucrat prin electroziune
12.2 Teoria lucrari
12.2.1 Principiul prelucrari prin electroziune
Electroziunea este procedeul de prelucrare prin eroziunea electrica a materialelor foarte dure (HRC 60 64) care nu pot fi prelucrate prin procedee clasice de aschiere.Procedeul se foloseste in special in cazul in care se cere realizareaunor forme si profile deconfiguratii speciala.
Principal,prelucrarea prin electroeroziune se bazeaza pe dislocarea particulelor de pe suprafata piesei prin descarcari electrice successive intre electrod - scula (catod) si electrodul- piesa (anod). Energia electrica produsa prin descarcari electrice successive se transforma direct in lucru mechanic de dislocare. Indepartarea materialului de pea nod se explica prin efectul termic al descarcarii. Scanteia care se formeaza duce la o crestere brusca si intense a temperaturi la suprafata anodului, la topire sau chiar la volatizarea materialului si la expulzarea acestuia printr-un fel de unda exploziva
Durata scurta a descarcari nu permite transferul de caldura in masa electrodului, astfel incat materialul din interior nu este afectat de fenomenul termic superficial. In acest mod , asa cum se produce in figura 12.1, pe suprafata electrodului apar cratere emisferice formate in urma expulzarii materialului, crestere a caror marimi depinde de de electrica a descarcari produse.
Avantajele prelucrari prin electroeroziune sunt :
-posibilitatea de a prelucrare a formelor complicate
a pieselor dure cu un consum redus de scule din materale deficitre ;
-producitvitate ridicat fata de procdeele clasice ;
-printr-un reglaj simplu, se pot obtine grade de finisare diferite a suprafetelor prelucrate ;
-numar mic de operatii ;
-precizie pana la sutime de mm ;
-posibilitatea de recondirectionare a unor scule uzate.
Ca dezavantaje se mentioneaza :
-productivitate mica la detasarea materialului din piesa care se prelucreaza, care scade odata cu cresterea calitatii si a precizie dimensionale a pieselor prelucrate ;
-uzura pronutata a electrodului scula ;
-consum specific ridicat de energie ;
Din acest motiv, prelucrare prin electroeroziune se utilizeaza ca o metoda finala , precum si in situati absolut justificate
12.2.2 Schema principala a une msini de prelucrare prin electroeroziune
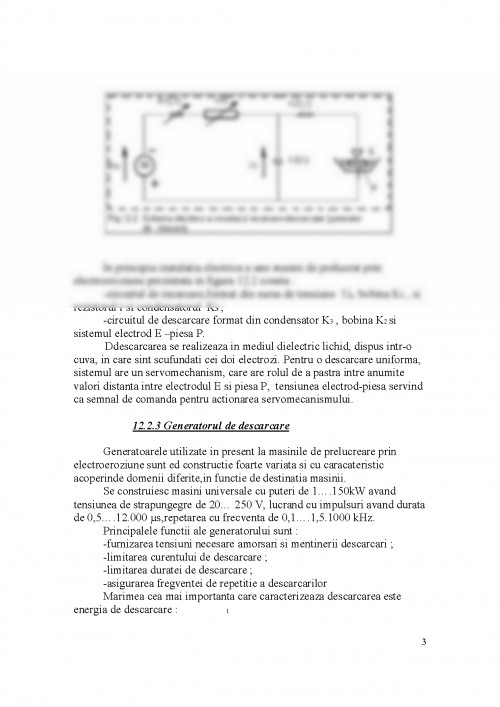
In principiu instalatia electrica a une masini de prelucrat prin electroeroziune prezintata in figura 12.2 consta :
-circuitul de incarcare,format din sursa de tensiune Ue, bobina K1 , si rezistorul r si condensatorul K3 ;
-circuitul de descarcare format din condensator K3 , bobina K2 si sistemul electrod E -piesa P.
Ddescarcarea se realizeaza in mediul dielectric lichid, dispus intr-o cuva, in care sint scufundati cei doi electrozi. Pentru o descarcare uniforma, sistemul are un servomechanism, care are rolul de a pastra intre anumite valori distanta intre electrodul E si piesa P, tensiunea electrod-piesa servind ca semnal de comanda pentru actionarea servomecanismului.
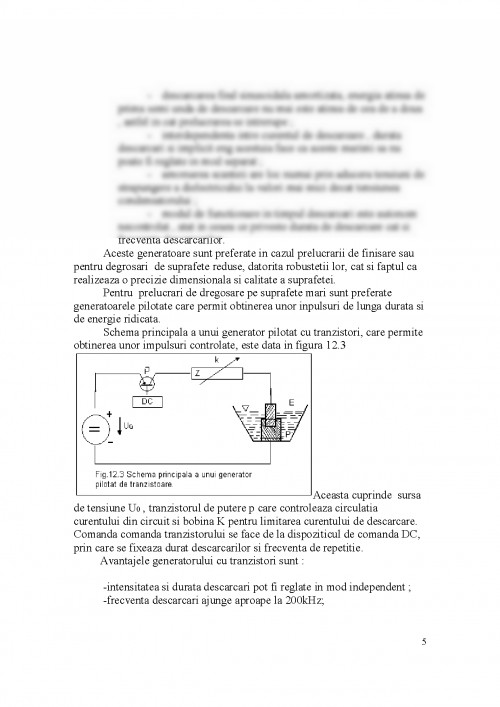
12.2.3 Generatorul de descarcare
Generatoarele utilizate in present la masinile de prelucreare prin electroeroziune sunt ed constructie foarte variata si cu caracateristic acoperinde domenii diferite,in functie de destinatia masinii.
Se construiesc masini universale cu puteri de 1 150kW avand tensiunea de strapungegre de 20 250 V, lucrand cu impulsuri avand durata de 0,5 12.000 us,repetarea cu frecventa de 0,1 1,5.1000 kHz.
Principalele functii ale generatorului sunt :
-furnizarea tensiuni necesare amorsari si mentinerii descarcari ;
-limitarea curentului de descarcare ;
-limitarea duratei de descarcare ;
-asigurarea fregventei de repetitie a descarcarilor
Marimea cea mai importanta care caracterizeaza descarcarea este energia de descarcare : t
W=Ud ?0 id dt ;
In care: Ud-tensiunea de descarcare,in V ;
id-curentul de descarcare;
td-durata de descarcare
Energia de descarcare este cuprinsa intre 20uJ pentru un curent de 1A si timp de descarcare 1us si 20j pentru
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.