1. OBIECTUL LUCRARII
Scopul principal al lucrarii este cunoasterea teoreticasi experimentala a tehnologiei LOM (Laminated Manufacturing Object) de fabricatie rapida a prototipurilor.
2. CONSIDERATII TEORETICE
2.1. Prezentarea echipamentului
Fabricarea de piese stratificate (LOM) este o metoda de fabricatie in care un model 3D este construit plecand de la o reprezentare CAD (model solid) prin adaugarea secventiala a sectiunilor. Procedeul contine trei faze importante: preprocesarea, construirea modelului si respectiv post procesarea. Echipamentul este controlat in intregime de calculator. Aceasta include controlul sistemului laser, al mecanismului de avans al foliei de material, al temperaturii si al mecanismului de avans al rolei incalzitoare si al mecanismului de deplasare al platformei de lucru.
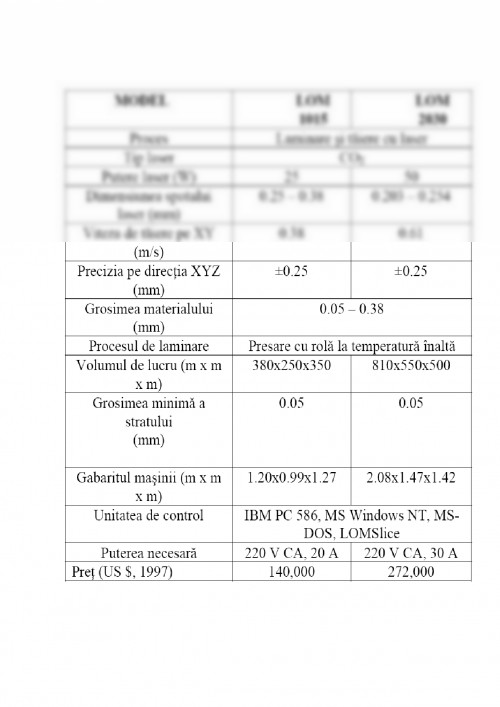
Echipamentul LOM 1015 (existent in cadrul laboratorului de Fabricare Rapida a Prototipurilor din cadrul UTCN, si LOM 2030 au o structura bazata pe cateva sisteme responsabile cu diferite etape din cadrul procesului de prelucrare. Aceste sisteme sunt:
a) Calculatorul electronic plus programul LOMSlice;
b) Laserul cu CO2, sistemul de ghidare prin oglinzi si focalizare a razei laser;
c) Dispozitivul tip "plotter" de pozitionare in planul xOy a razei laser;
d) Sistemul de manevra al platformei pe directie verticala;
e) Sistemul de laminare al straturilor succesive;
f) Sistemul de alimentare cu material;
g) Sistemul de exhaustare.
a) Sistemul hardware si software
Calculatorul electronic, cu o configuratie minima corespunzatoare unui IBM - compatibil 80486 ruleaza sub Microsoft Windows NT, CPU la 33 MHz, 16 MB RAM si cel putin 120 MB hard disk. In ceea ce priveste software-ul LOMSlice, este o aplicatie pe 32 biti, cu o interfata usor de utilizat, cuprinzand un meniu, ferestre de dialog, indicatori de progres etc.. LOMSlice este complet integrat cu echipamentul de prelucrare permitand preprocesarea, executia sectiunilor prin piesasi controlul masinii intr-un singur program. Precizia pe axa Oz este asigurata in timpul prelucrarii printr-un circuit inchis (feed-back) si este monitorizata dupa fiecare noua lipire a unui strat. In anumite situatii LOMSlice poate trece peste unele imperfectiuni ale modelului STL (erori ce genereaza prin intersectia piesei cu un plan, curbe deschise).
b) Sistemul laser
Masinile LOM folosesc pentru taierea materialului un laser cu CO2. La masinile LOM-1015 laserul are 25 W in timp ce LOM 2030 are un laser cu puterea de 50 W. Sistemul optic de conducere al razei laser in vederea taierii stratului curent de material consta din trei oglinzi si o lentila ce focalizeaza raza laser in planul de lucru. Focalizarea razei laser asigura taierea cel mult a stratului curent de material. Diametrul razei focalizate este de aproximativ 0.25 mm (0.010 inch).
c) Dispozitivul de pozitionare
Sistemul de pozitionare al razei laser pe axele X-Y este de tip "plotter", deplasarea de-a lungul celor doua axe asigurandu-se printr-un sistem de curele dintate, miscarile fiind controlate de motoare pas cu pas. Viteza maxima de deplasare pe cele doua axe este de 380 m/s (15 inch/s) in cazul lui LOM 1015 si respectiv 610 mm/s (24 inch/s) in cazul lui LOM 2030. Precizia de pozitionare pe X-Y este de ?0.025 mm (?0.001 inch).
d) Sistemul de manevra al platformei
Piesa LOM este construita pe o platforma a carei miscare pe verticala este asigurata de un sistem surub-piulita cu bile, controlul miscarilor plarformei fiind efectuat de un motor pas cu pas. Precizia de pozitionare a platformei de lucru este de 0.025 mm (0.001 inch) la 360 mm (1 foot) inaltime a piesei.
e) Sistemul de laminare
Sistemul de laminare este reprezentat de o rola incalzita la aproximativ 60o C (210o F), a carei pozitie fata de platforma de lucru este controlata cu ajutorul unui microintrerupator. Prin rostogolirea rolei peste platforma de lucru, aceasta preseaza stratul curent de material fata de stratul precedent, concomitent cu incalzirea acestuia. Stratul de material are pe fata inferioara un termoadeziv ce va fi activat de catre rola incalzitoare si va conduce la lipirea stratului curent de cel precedent. Prin reglarea pozitiei rolei incalzitoare fata de platforma de lucru, se poate mari sau
Analiza teoretica si experimentala a tehnologiei LOM (laminated object manufacturing) de fabricare rapida a prototipurilor
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.