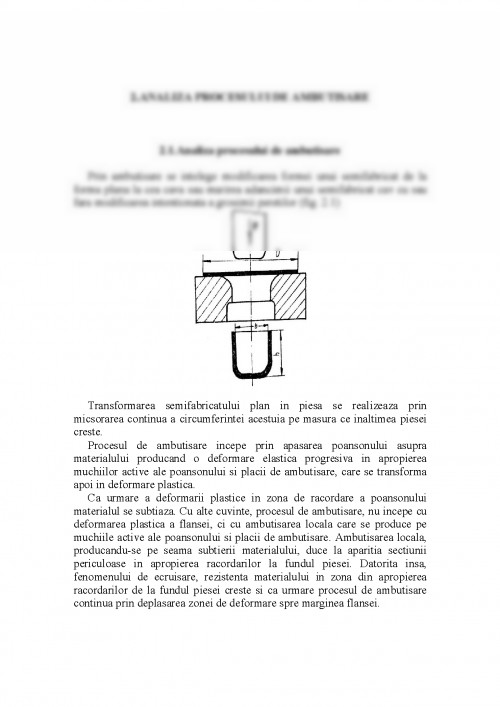
Prin ambutisare se intelege modificarea formei unui semifabricat de la forma plana la cea cava sau marirea adancimii unui semifabricat cav cu sau fara modificarea intentionata a grosimii peretilor (fig. 2.1)
Transformarea semifabricatului plan in piesa se realizeaza prin micsorarea continua a circumferintei acestuia pe masura ce inaltimea piesei creste.
Procesul de ambutisare incepe prin apasarea poansonului asupra materialului producand o deformare elastica progresiva in apropierea muchiilor active ale poansonului si placii de ambutisare, care se transforma apoi in deformare plastica.
Ca urmare a deformarii plastice in zona de racordare a poansonului materialul se subtiaza. Cu alte cuvinte, procesul de ambutisare, nu incepe cu deformarea plastica a flansei, ci cu ambutisarea locala care se produce pe muchiile active ale poansonului si placii de ambutisare. Ambutisarea locala, producandu-se pe seama subtierii materialului, duce la aparitia sectiunii periculoase in apropierea racordarilor la fundul piesei. Datorita insa, fenomenului de ecruisare, rezistenta materialului in zona din apropierea racordarilor de la fundul piesei creste si ca urmare procesul de ambutisare continua prin deplasarea zonei de deformare spre marginea flansei.
Deformarea flansei semifabricatului se produce prin micsorarea diametrului exterior si deplasarea marginilor acestuia spre centru.
In general o piesa ambutisata se obtine in urma deformarii semifabricatului in una sau mai multe operatii. Necesitatea deformarii intr-una sau mai multe operatii se apreciaza in practica cu ajutorul coeficientului de ambutisare care reprezinta raportul dintre dimensiunea piesei finite si dimensiunea semifabricatului. Cu cat acest raport este mai mic cu atat piesa trebuie ambutisata in mai multe operatii.
Asupra tehnologiei de obtinere a pieselor ambutisate influenteaza pe langa gradul de deformare, forma si dimensiunile piesei, procedeul de ambutisare folosit, sculele utilizate si materialul piesei caracterizat prin proprietatile fizico-mecanice ale acestuia, etc.
2.2.Conditii restrictive la ambutisarea pieselor
Forma pieselor ce urmeaza a fi obtinute prin ambutisare din tabla trebuie astfel conceputa incat aceasta sa se poata realiza fara dificultati, la un cost at mai mic. Pentru aceasta, este necesar ca piesele sa aiba o forma cat mai tehnologica, evitandu-se acele forme complicate care scumpesc inutil produsul.
Metoda de ambutisare si numarul de operatii necesare pentru prelucrarea anumitor piese depind de proprietatile mecanice ale materialului semifabricatului, de valoarea raportului dimensiunilor care caracterizeaza sectiunea transversala si inaltimea piesei, de valorile razelor de racordare a fundului cu peretii laterali si a peretilor laterali cu flansa, de configuratia flansei etc.
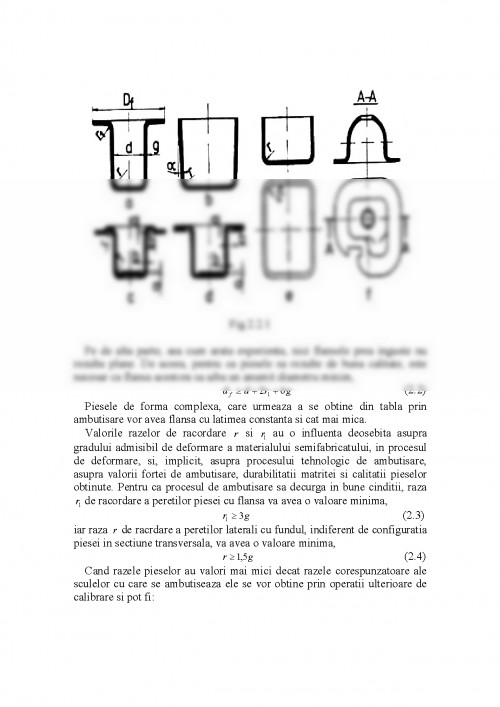
Se recomanda, la conceperea unui nou produs, evitarea pieselor adanci cu flansa lata (fig. 2.2.1,a),
(2.1)
intrucat acestea necesita un numar mare de operatii. La prelucrarea acestor piese, se obtine un procent ridicat de rebuturi, flansa nerezultand plana.
Fig.2.2.1
Pe de alta parte, asa cum arata experienta, nici flansele prea inguste nu rezulta plane. De aceea, pentru ca piesele sa rezulte de buna calitate, este necesar ca flansa acestora sa aiba un anumit diametru minim,
(2.2)
Piesele de forma complexa, care urmeaza a se obtine din tabla prin ambutisare vor avea flansa cu latimea constanta si cat mai mica.
Valorile razelor de racordare si au o influenta deosebita asupra gradului admisibil de deformare a materialului semifabricatului, in procesul de deformare, si, implicit, asupra procesului tehnologic de ambutisare, asupra valorii fortei de ambutisare, durabilitatii matritei si calitatii pieselor obtinute. Pentru ca procesul de ambutisare sa decurga in bune cinditii, raza de racordare a peretilor piesei cu flansa va avea o valoare minima,
(2.3)
iar raza de racrdare a peretilor laterali cu fundul, indiferent de configuratia piesei in sectiune transversala, va avea o valoare minima,
(2.4)
Cand razele pieselor au valori mai mici decat razele corespunzatoare ale sculelor cu care se ambutiseaza ele se vor obtine prin operatii ulterioare de calibrare si pot fi:
(2.5)
Inclinarea peretilor laterali ai pieselor ce urmeaza a fi obtinute prin ambutisare (fig. 2.2.1, b) este de
Documentul este oferit gratuit,
trebuie doar să te autentifici in contul tău.